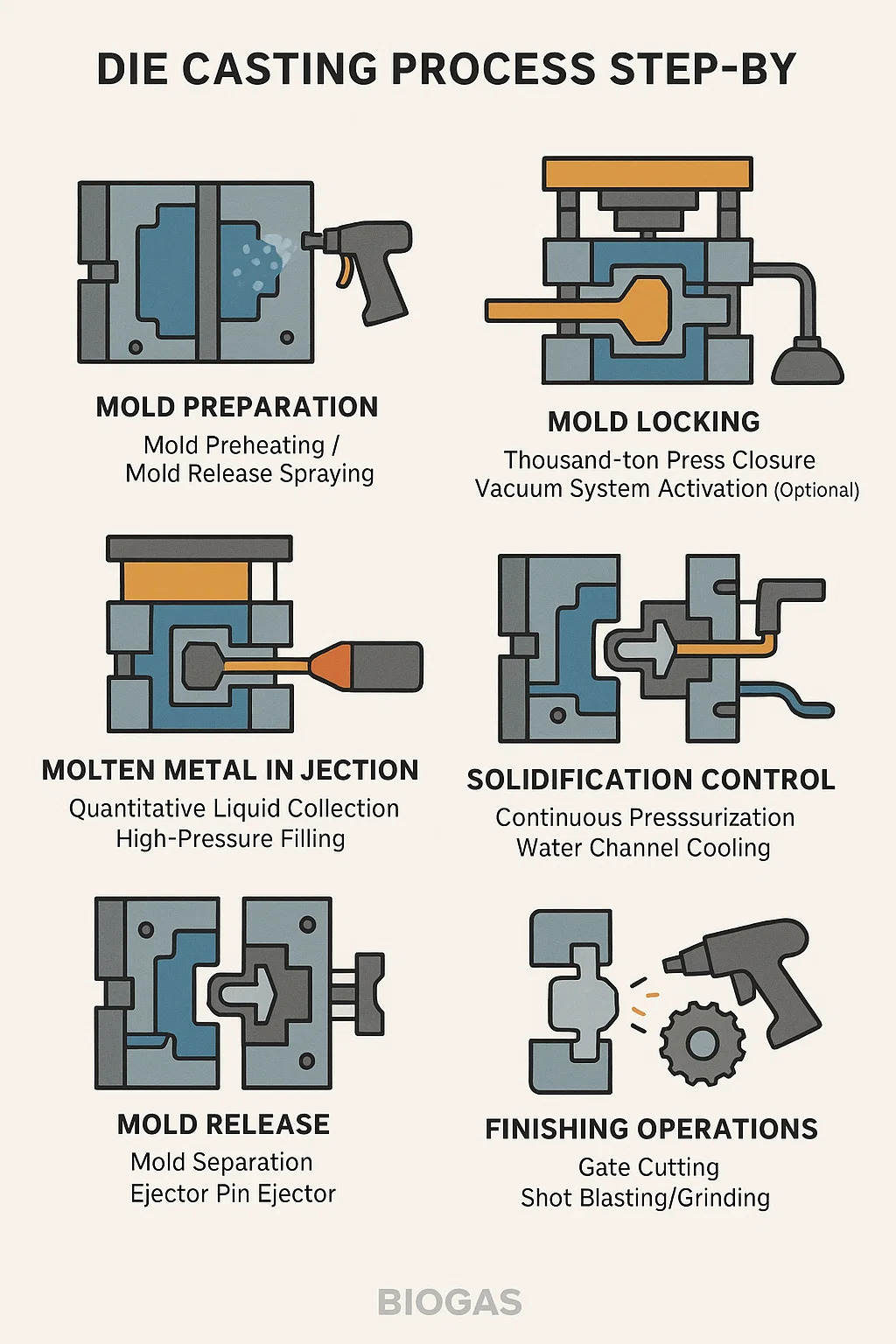
Moulage sous pression Processus étape par étape
1. Préparation du moule (étape principale)
Préchauffage du moule : chauffez le moule en acier à 150-200°C pour éviter les éclaboussures d'aluminium fondu ou la fermeture à froid.
Pulvérisation de démoulage : utilisez un pistolet à brouillard d'air pour pulvériser uniformément la cavité (émulsion à base d'eau) afin de protéger le moule et faciliter le démoulage.
2. Verrouillage du moule (sécurité critique)
Fermeture de presse de mille tonnes : les moules supérieur et inférieur sont verrouillés hydrauliquement pour résister à la pression d'injection élevée (force de serrage > 500 tonnes).
Activation du système de vide (en option) : Évacuez l'air de la cavité du moule pour réduire la porosité de l'air.
3. Injection de métal fondu (injection à haute vitesse)
Collecte quantitative de liquides : L'aluminium fondu (environ 660 °C) est automatiquement introduit à la poche dans la chambre d'injection à partir du four.
Remplissage à haute pression : un piston injecte de l'aluminium fondu dans la cavité du moule à une vitesse de boulet de canon (30 à 100 m/s), remplissant la cavité en 0,01 à 0,3 seconde.
4. Contrôle de solidification
Pressurisation continue : le piston maintient une pression élevée pendant 10 à 30 secondes pour compenser le retrait de l'aluminium fondu pendant la solidification.
Refroidissement par canal d'eau : l'eau froide circule dans le moule pour éliminer la chaleur, permettant à la pièce de se solidifier rapidement.
5. Libération du moule
Séparation des moules : La presse est relâchée et les moules supérieur et inférieur s'ouvrent.
Éjecteur de broche d'éjection : une broche d'éjection intégrée éjecte la pièce, éliminant les déchets du canal (environ 30 % du matériau).
6. Opérations de finition
Coupe de portail : le cisaillement hydraulique supprime le système de portail et le bac de trop-plein.
Grenaillage/meulage : élimine les bavures et les bavures de la ligne de séparation.
Traitement thermique (composants clés) : le durcissement T6 augmente la dureté.