Comment Casting de dépérisation en aluminium est fait
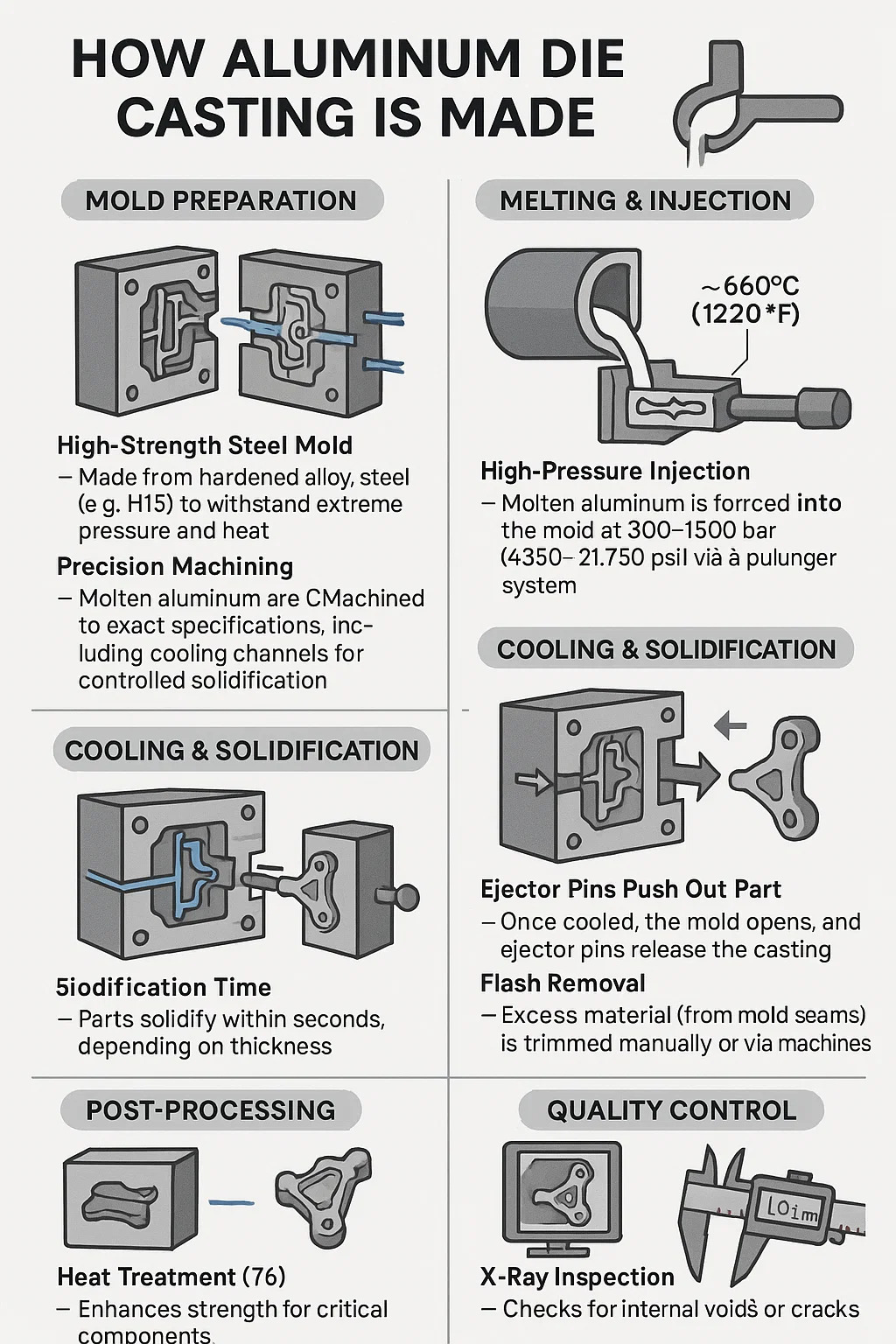
1. Préparation des moisissures
Moule d'acier à haute résistance - en acier en alliage durci (par exemple, H13) pour résister à une pression et à la chaleur extrêmes.
Usinage de précision - Les cavités de moisissure sont malinées par CNC sur des spécifications exactes, y compris les canaux de refroidissement pour une solidification contrôlée.
2. Foulante et injection
Maisse en alliage d'aluminium - Les alliages spéciaux (comme A380 ou ADC12) sont fondus à ~ 660 ° C (1220 ° F) dans une fournaise.
Injection à haute pression - L'aluminium fondu est forcé dans le moule à 300–1500 bar (4350–21 750 psi) via un système de piston.
3. refroidissement et solidification
Refroidissement rapide - Les canaux d'eau du moule assurent un refroidissement uniforme, empêchant la déformation.
Temps de solidification - Les pièces se solidifient en quelques secondes, selon l'épaisseur.
4. Éjection et garniture
Les épingles d'éjecteurs poussent la partie - une fois refroidie, le moule s'ouvre et les épingles d'éjecteurs libèrent la coulée.
Élimination du flash - Un matériau en excès (des coutures de moisissure) est coupé manuellement ou via des machines.
5. Post-traitement
Traitement thermique (T6) - Améliore la résistance aux composants critiques.
Finition de surface - Blasting, polissage ou anodisation pour la résistance à la corrosion.
6. Contrôle de la qualité
Inspection des rayons X - vérifie les vides ou les fissures internes.
Test dimensionnel - garantit que les pièces respectent les tolérances étroites (± 0,1 mm).
Défis et correctifs clés
| Problème | Cause | Solution |
| Porosité | Air / gaz piégé | Casting assisté sous vide |
| Gauchissement | Refroidissement inégal | Canaux de refroidissement des moisissures optimisées |
| Collage | Liaisons en aluminium à la moisissure | Revêtements de moisissure avancés (par exemple, étain) |