Maison / Nouvelles / Actualités de l'industrie / L’aluminium 6061 peut-il être moulé sous pression ? La vraie réponse
L’aluminium 6061 peut-il être moulé sous pression ? La réponse directe
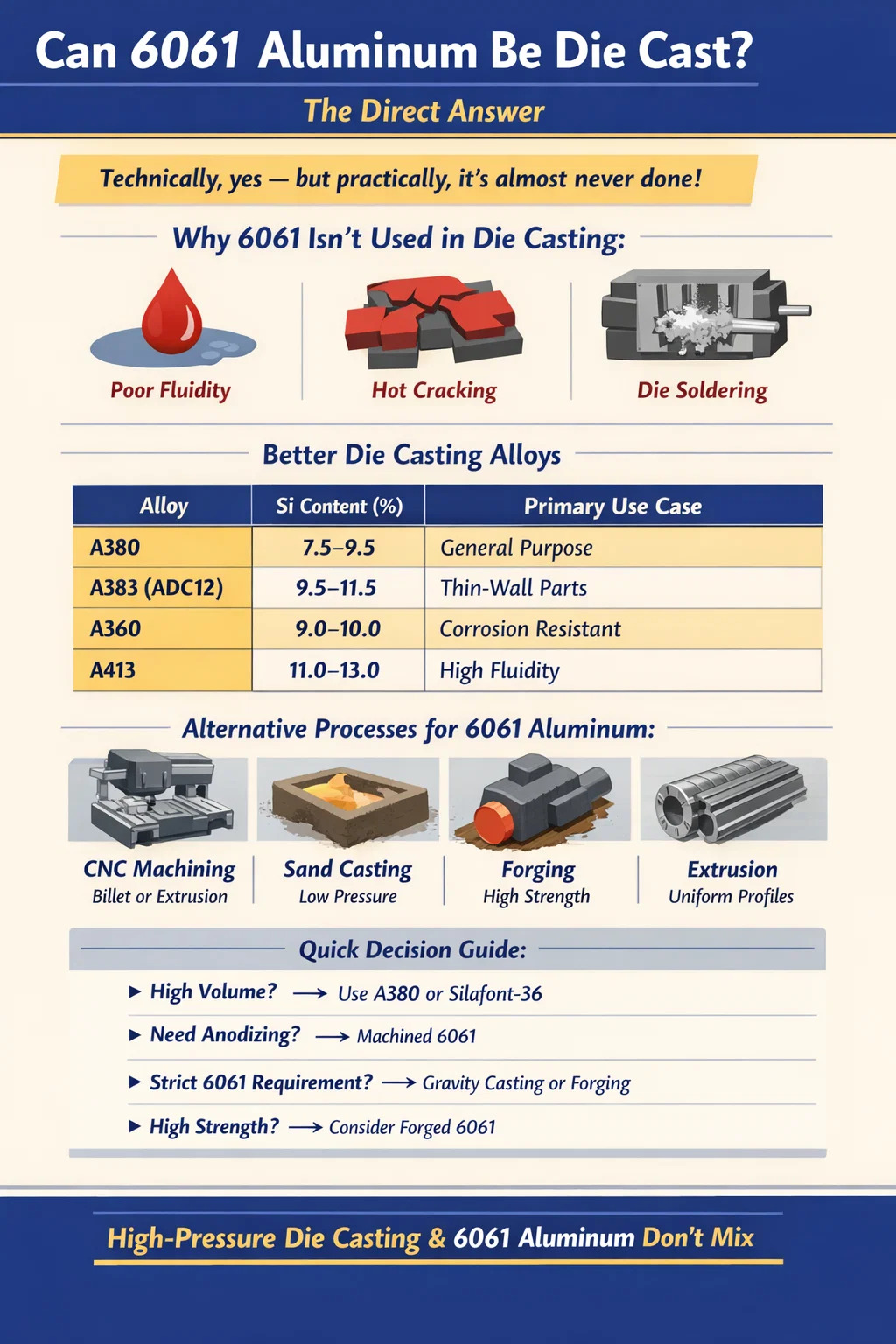
Techniquement, oui – mais dans la fabrication pratique, L'aluminium 6061 n'est presque jamais utilisé en moulage sous pression , et la plupart des installations de moulage sous pression le déconseilleront. La raison tient à la chimie des alliages. Le 6061 est un alliage d'aluminium corroyé, ce qui signifie qu'il a été conçu spécifiquement pour des processus tels que l'extrusion, le laminage et le forgeage, et non pour l'injection dans des matrices en acier sous haute pression. Sa teneur en magnésium et en silicium, bien qu'excellentes pour les performances structurelles après traitement thermique, crée de sérieux problèmes dans l'environnement du moulage sous pression : mauvaise fluidité, tendances à la fissuration à chaud et problèmes de soudure sous pression qui augmentent les taux de rebut et les coûts d'outillage.
Les alliages d'aluminium qui dominent le moulage sous pression l’industrie sont spécialement conçus pour le processus. Les A380, A383, A360 et ADC12 représentent l’écrasante majorité des pièces moulées sous pression d’aluminium dans le monde, précisément parce que leur teneur en silicium – généralement comprise entre 8 % et 12 % – leur confère la fluidité de fusion, le comportement thermique et les caractéristiques de solidification exigées par le moulage sous pression. Le 6061 ne contient que 0,4 à 0,8 % de silicium , bien en dessous du seuil nécessaire pour un moulage sous pression fiable et à grand volume.
Cet article explique pourquoi le 6061 se comporte comme il le fait lors du moulage sous pression, quelles alternatives existent et dans quels scénarios le choix d'un alliage différent – ou d'un processus complètement différent – produira de meilleurs résultats à moindre coût.
Comprendre l'aluminium 6061 : composition de l'alliage et ses implications
L'aluminium 6061 est un alliage de la série 6xxx, ce qui signifie que ses principaux éléments d'alliage sont le magnésium (Mg) et le silicium (Si). La gamme de composition standard est la suivante :
| Élément | Plage de composition (%) | Rôle dans l'alliage |
|---|---|---|
| Silicium (Si) | 0,40 – 0,80 | Renforcement via les précipités de Mg₂Si |
| Magnésium (Mg) | 0,80 – 1,20 | Élément de renforcement primaire |
| Cuivre (Cu) | 0,15 – 0,40 | Résistance supplémentaire, réduit légèrement la résistance à la corrosion |
| Chrome (Cr) | 0,04 – 0,35 | Contrôle de la structure des grains |
| Fer (Fe) | Maximum 0,70 | Accessoire ; contrôlé comme impureté |
| Aluminium (Al) | Solde (~96-99) | Métal commun |
La combinaison de Mg et Si forme du siliciure de magnésium (Mg₂Si) qui précipite lors du traitement thermique (état T4 ou T6), ce qui confère au 6061-T6 sa résistance à la traction bien connue d'environ 310 MPa (45 000 psi) . Cette réponse de durcissement par précipitation est l'un des plus grands avantages de l'alliage, mais il s'agit d'un avantage post-traitement et non d'un avantage de coulée.
En revanche, la faible teneur en silicium signifie que l’alliage fondu a une viscosité élevée et une plage de solidification étroite. Lorsqu’il est versé ou injecté dans une filière, il ne s’écoule pas facilement dans des parois minces ou des géométries complexes. Il en résulte des remplissages incomplets, des fermetures à froid et de la porosité – des défauts particulièrement problématiques pour les pièces moulées sous pression structurelles ou étanches à la pression.
Pourquoi le 6061 fonctionne mal dans le processus de moulage sous pression
Le moulage sous pression est un processus à haute pression et à grande vitesse. L'aluminium fondu est injecté dans une matrice en acier à des pressions allant généralement de 10 000 à 30 000 psi (69 à 207 MPa) , à des temps de remplissage mesurés en millisecondes. L'alliage doit s'écouler instantanément à travers les canaux et les portes, remplir complètement les sections minces et se solidifier de manière prévisible. 6061 crée plusieurs points de défaillance dans cet environnement.
Mauvaise fluidité de fusion
La fluidité des alliages de fonderie d'aluminium est largement régie par la teneur en silicium. Le silicium abaisse le point de fusion, élargit la fenêtre de température liquide-solide et réduit la tension superficielle de la masse fondue. Les alliages de moulage sous pression comme l'A380 contiennent environ 8,5 % de silicium. 6061 en contient moins de 1%. Dans les tests de fluidité (par exemple, les tests de fluidité en spirale), l'A380 remplit systématiquement deux à trois fois la longueur qu'un 6061 fondu dans les mêmes conditions. Les sections à paroi mince inférieures à 2 mm deviennent pratiquement impossibles à remplir de manière fiable avec le 6061.
Fissuration à chaud pendant la solidification
Le 6061 a une large plage de solidification — l'écart entre le liquidus (~652°C) et le solidus (~582°C) est d'environ 70°C. Durant cette phase semi-solide, l'alliage est vulnérable à la déchirure à chaud : le squelette partiellement solidifié se contracte, mais le métal liquide ne peut pas s'écouler assez vite à travers les canaux restants pour compenser. Le résultat est des fissures internes. Les alliages de moulage sous pression à haute teneur en silicium ont des plages de solidification plus étroites , ce qui signifie que le métal passe du liquide au solide plus rapidement et uniformément, réduisant considérablement le risque de fissuration à chaud.
Dommages causés aux soudures et aux outils
Le brasage à la matrice se produit lorsque l'aluminium se lie à la surface de la matrice en acier. La teneur en fer de la filière réagit avec l'aluminium présent dans la masse fondue pour former des composés intermétalliques fer-aluminium (IMC Fe-Al) à la surface de la filière. Le silicium agit comme un tampon : il réagit préférentiellement avec le fer pour former des phases Fe-Si moins adhérentes et plus faciles à libérer. Étant donné que le 6061 est pauvre en silicium, il est beaucoup plus susceptible d'être soudé sur la face de la puce. Cela augmente les forces d'éjection, provoque des défauts de surface sur la pièce moulée et accélère l'érosion de la matrice. La durée de vie du 6061 lors des essais de moulage sous pression a été estimée à nettement plus court par rapport aux alliages de moulage sous pression standard.
Complications du traitement thermique
L'un des principaux attraits du 6061 est sa réponse au traitement thermique T6, qui augmente la résistance à la traction d'environ 125 MPa (18 000 psi) à l'état recuit à environ 310 MPa (45 000 psi). Cependant, les pièces moulées sous pression – même dans des alliages compatibles – sont notoirement difficiles à traiter thermiquement car la solidification rapide dans la matrice emprisonne la porosité des gaz. Lorsqu'un moulage sous pression poreux est traité thermiquement en solution à des températures d'environ 530°C, le gaz piégé se dilate et provoque des cloques sur la surface. Les moulages sous pression 6061 seraient confrontés au même problème, tout en ayant déjà subi des problèmes de fluidité et de fissuration lors du moulage. Le résultat net est que l’avantage supposé en termes de résistance du 6061 ne peut de toute façon pas être réalisé de manière fiable par le moulage sous pression.
Quels alliages d'aluminium sont réellement utilisés dans le moulage sous pression
L'industrie du moulage sous pression a opté pour une courte liste d'alliages d'aluminium qui fournissent systématiquement des résultats fiables et de haute qualité. Comprendre ces alternatives est essentiel pour évaluer l'opportunité de poursuivre le moulage sous pression d'une pièce initialement conçue autour du 6061.
| Alliage | Contenu Si (%) | UTS (MPa) | Cas d'utilisation principal |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Usage général ; alliage de moulage sous pression le plus utilisé au monde |
| A383 (ADC12) | 9,5 – 11,5 | ~310 | Pièces complexes à parois minces ; meilleure fluidité que l'A380 |
| A360 | 9,0 – 10,0 | ~317 | Étanchéité à la pression, résistance à la corrosion |
| A413 | 11,0 – 13,0 | ~296 | Fluidité la plus élevée ; composants hydrauliques, pièces moulées complexes |
| Silafont-36 (Al-Si-Mg) | 9,5 – 11,5 | Jusqu'à ~350 (T5/T7) | Moulages sous pression structurels automobiles ; traitable thermiquement |
| 6061 | 0,40 – 0,80 | 310 (T6, forgé) | Extrusion, forgeage, usinage – pas moulage sous pression |
L'A380 représente à lui seul une estimation 60 % ou plus de toutes les pièces moulées sous pression en aluminium produites en Amérique du Nord . Sa combinaison de bonnes propriétés mécaniques, d’une excellente coulabilité et d’un coût raisonnable en fait la valeur par défaut de l’industrie. Lorsque les concepteurs ont besoin d'aluminium moulé sous pression plus résistant et traité thermiquement, ils se tournent de plus en plus vers des alliages comme le Silafont-36 ou l'Aural-2, qui sont conçus dès le départ pour combiner un bon comportement de moulage sous pression avec la capacité de répondre au durcissement par vieillissement - ce que le 6061 ne peut pas offrir sous forme moulée sous pression.
Quand les ingénieurs spécifient le 6061 et pourquoi ils changent
Dans de nombreux scénarios de développement de produits, les ingénieurs spécifient le 6061 au début d'un projet parce qu'ils le connaissent bien ou parce que les prototypes ont été usinés à partir de billettes 6061. Lorsque les volumes de production augmentent et que le moulage sous pression devient intéressant pour réduire les coûts, la question de savoir s'il faut conserver le 6061 devient un véritable point de décision. Le résultat typique est le passage à un alliage de moulage sous pression plus compatible, mais la logique mérite d’être examinée en détail.
Exigences en matière de propriétés mécaniques
Les ingénieurs spécifient souvent le 6061-T6 pour sa résistance à la traction d'environ 310 MPa et sa limite d'élasticité de 276 MPa. La question est de savoir si ces propriétés sont réellement requises par l’application ou si elles ont été sélectionnées de manière prudente sur la base de leur familiarité. L'A380 moulé sous pression atteint un UTS d'environ 317 MPa, très proche du 6061-T6, et une limite d'élasticité d'environ 159 MPa. Pour les applications où la limite d'élasticité est le paramètre critique, comme les supports structurels ou les boîtiers porteurs, l'A380 peut ne pas être à la hauteur, et l'ingénieur a deux options : concevoir la géométrie avec une épaisseur de paroi supplémentaire pour compenser, ou passer à un alliage de moulage sous pression traitable thermiquement comme le Silafont-36, qui peut atteindre des limites d'élasticité de 240 MPa ou plus après le traitement T5/T7.
Résistance à la corrosion
Le 6061 est connu pour sa bonne résistance à la corrosion, notamment dans les environnements marins et extérieurs. L'A380 contient une teneur plus élevée en cuivre (jusqu'à 3,5 %), ce qui réduit sa résistance à la corrosion par rapport au 6061. Si une pièce doit résister au brouillard salin ou être utilisée dans un environnement côtier sans revêtement, l'A380 peut nécessiter un traitement de surface. L'A360 est un alliage de moulage sous pression alternatif à faible teneur en cuivre qui offre une meilleure résistance à la corrosion, et il est souvent spécifié lorsque les revêtements d'anodisation ou de conversion au chromate font partie du processus.
Anodisation et finition de surface
6061 s’anodise exceptionnellement bien. La composition à faible teneur en fer et en cuivre produit une couche d'oxyde anodique claire et cohérente. Les alliages de moulage sous pression, en particulier ceux à haute teneur en silicium, s'anodisent mal : les particules de silicium restent non anodisées et apparaissent sous forme de points gris foncé ou noirs dans la couche d'oxyde, ce qui rend une anodisation brillante décorative presque impossible. Si la pièce nécessite une anodisation claire ou colorée pour des raisons esthétiques, le moulage sous pression n'est pas le bon processus, quel que soit l'alliage. Le moulage au sable ou le moulage par gravité dans un moule permanent avec des alliages 6061 ou des alliages de composition corroyée similaire, suivis d'un traitement T6, constituent la meilleure solution pour les pièces anodisées à volumes modérés.
Usinabilité
Le 6061 est un plaisir à usiner. Il produit des copeaux propres, maintient des tolérances serrées et accepte bien le filetage et le taraudage. Les alliages de moulage sous pression sont généralement plus durs pour les outils de coupe en raison de leur teneur en silicium abrasif, bien que l'A380 reste tout à fait usinable selon les normes de moulage sous pression. Si un post-usinage important est nécessaire après la coulée (par exemple, des trous de précision, des inserts filetés ou des tolérances de planéité serrées), cela doit être pris en compte dans la comparaison globale des coûts du processus entre le moulage sous pression avec l'A380 et les procédés alternatifs utilisant le 6061.
Processusus de fabrication alternatifs pour l’aluminium 6061
Étant donné que le 6061 n'est pas bien adapté au moulage sous pression, les ingénieurs qui ont besoin des propriétés du matériau 6061 doivent envisager les processus de fabrication suivants, chacun avec ses propres compromis en termes de capacité géométrique, de finition de surface, de coût et d'évolutivité du volume.
Usinage CNC à partir de billettes ou d'extrusion
Pour les volumes faibles à moyens – généralement inférieurs à 1 000 pièces par an – l’usinage de billettes 6061 ou de pièces extrudées est souvent l’approche la plus rentable. 6061 machines à haute vitesse avec une excellente durée de vie. Un atelier CNC compétent peut régulièrement respecter des tolérances de ±0,025 mm (±0,001 in). La limitation réside dans le gaspillage de matériaux (les ratios d'achat pour voler peuvent être élevés pour les pièces complexes) et le temps de cycle pour les géométries complexes. Pour une production en grand volume, le coût par pièce de l’usinage dépasse rapidement celui du moulage.
Coulée en sable et coulée en moule permanent
Le 6061 peut être coulé au sable ou introduit par gravité dans des moules permanents. Ces procédés impliquent des pressions d'injection plus faibles que le moulage sous pression, ce qui donne à l'alliage le temps de remplir le moule. Le moulage au sable 6061 est pratiqué dans les industries aérospatiale et de défense , où les exigences de certification des matériaux imposent la composition de l'alliage et la réponse au traitement thermique plutôt que d'autoriser la substitution par un alliage de moulage sous pression standard. La limite d'élasticité des pièces moulées en sable 6061 traitées au T6 se situe généralement entre 220 et 260 MPa, légèrement inférieure à la valeur corroyée, mais suffisante pour de nombreuses applications structurelles. Les coûts d'outillage pour le moulage au sable sont faibles (moins de 5 000 $ dans de nombreux cas), ce qui le rend viable pour des volumes allant d'un seul prototype à plusieurs milliers de pièces par an.
Forgeage
Le 6061 est l’un des alliages d’aluminium les plus couramment forgés. Le forgeage aligne la structure des grains le long des lignes de contrainte de la pièce, produisant des propriétés mécaniques qui dépassent celles des pièces moulées et usinées. Le 6061-T6 forgé peut atteindre des résistances à la traction de 330 à 350 MPa et limites d'élasticité de 295 à 310 MPa — nettement supérieur aux spécifications standard des tôles forgées. Les composants structurels aérospatiaux, les composants de bicyclettes et les pièces de suspension automobile sont fréquemment forgés à partir du 6061. L'inconvénient est que les matrices de forgeage sont coûteuses (souvent entre 20 000 et 80 000 dollars par jeu de matrices) et que le processus est mieux adapté aux pièces avec une géométrie relativement simple et sans contre-dépouilles.
Extrusion
L'extrusion est sans doute le processus natif du 6061. L'alliage s'écoule à travers une filière pour produire des profils à section transversale longue et constante à grande vitesse. Les matrices d'extrusion coûtent entre 500 et 3 000 dollars pour des profils simples, ce qui rend ce processus accessible même à faible volume. Des sections complexes avec des chambres creuses sont réalisables. Les opérations secondaires telles que le sciage à longueur, le poinçonnage, le perçage et le pliage transforment le 6061 extrudé en composants structurels finis. La contrainte est que la section transversale doit être uniforme sur la longueur : l’extrusion ne peut pas produire la complexité tridimensionnelle obtenue par le moulage sous pression.
Thixocasting et Rheocasting (traitement semi-solide)
Le traitement des métaux semi-solides (SSM) est une option de niche mais pertinente. Lors de la thixocasting, une billette de 6061 spécialement préparée avec une microstructure thixotropique est chauffée dans la gamme semi-solide et injectée dans une filière. Le matériau étant partiellement solide, son écoulement est plus prévisible, avec moins de turbulences et moins de porosité que le moulage sous pression classique. Des études de recherche ont démontré que Le thixocast 6061-T6 peut atteindre des résistances à la traction de 280 à 310 MPa , très proche de la référence forgé. La limitation est le coût : le processus de préparation des billettes (méthodes SIMA ou MHD) ajoute des coûts et la fenêtre de processus est étroite, nécessitant un contrôle strict de la température. Le traitement SSM du 6061 est utilisé dans les composants automobiles et aérospatiaux où les performances mécaniques et la géométrie complexe doivent coexister, mais il ne s'agit pas d'un processus de production courant.
Coulée sous pression haute pression par rapport aux processus basse pression et gravité : impact sur la viabilité du 6061
Il convient de distinguer les différentes familles de procédés de coulée, car les défis du 6061 varient considérablement en fonction de la pression de remplissage et de la vitesse.
- Coulée sous pression (HPDC) : Pressions d'injection de 10 000 à 30 000 psi, temps de remplissage de 10 à 100 ms. 6061 est totalement inadapté. La combinaison d’une faible fluidité, d’une susceptibilité aux fissures à chaud et du soudage sous pression rend une production fiable impossible à l’échelle commerciale.
- Coulée sous pression basse pression (LPDC) : Pressions de 5 à 15 psi (0,03 à 0,1 MPa), taux de remplissage beaucoup plus lents. 6061 s’en sort mieux ici. Le LPDC est utilisé pour la fabrication de roues et certains moulages structurels automobiles. Le remplissage plus lent réduit les turbulences et permet à certains alliages moins fluides de fonctionner de manière acceptable. Le 6061 peut être coulé à basse pression avec une gestion appropriée de la température, bien que cela nécessite un contrôle minutieux du processus.
- Moule permanent par gravité (GPM / chill casting) : Aucune pression appliquée ; le métal se remplit par gravité. Il s'agit du procédé de coulée le plus indulgent pour le 6061 en termes de compatibilité des alliages. Les pièces moulées GPM en 6061 peuvent être traitées thermiquement T6 de manière fiable et atteindre des propriétés structurelles utiles. L’état de surface et la consistance dimensionnelle sont inférieurs au HPDC, mais le procédé est bien plus accessible pour cet alliage.
- Coulée sous pression sous vide : Une variante du HPDC où un vide est appliqué sur la cavité de la filière avant l'injection pour réduire la porosité. Bien que l'assistance au vide améliore la densité des pièces et permette le traitement thermique dans les alliages de moulage sous pression standard, elle ne résout pas les problèmes fondamentaux de fluidité ou de fissuration à chaud associés au 6061 dans un contexte HPDC.
Ce qu’il faut retenir d’un point de vue pratique, c’est que si le moulage sous pression signifie spécifiquement HPDC – ce qui est le cas dans la plupart des conversations industrielles – alors 6061 devrait être évité. Si les processus à basse pression ou par gravité sont concernés, le 6061 devient une option viable, en particulier pour les pièces structurelles nécessitant un traitement thermique T6.
Comparaison des coûts : moulage sous pression avec l'A380 par rapport aux procédés alternatifs avec le 6061
Le coût est l'un des facteurs les plus courants derrière la question de savoir s'il faut couler le 6061 sous pression. En général, un concepteur souhaite les propriétés matérielles du 6061 mais les aspects économiques par pièce du moulage sous pression. La comparaison suivante utilise comme référence une partie structurelle représentative du logement avec une complexité modérée.
| Process | Alliage | Coût de l'outillage (environ) | Coût par pièce à 10 000 /an | Traitement thermique possible ? |
|---|---|---|---|---|
| HPDC | A380 | 30 000 $ à 100 000 $ | 2 $ à 8 $ | Limité (risque de porosité) |
| HPDC (structurel) | Silafont-36 | 30 000 $ à 100 000 $ | 3 $ à 10 $ | Oui (assisté par le vide) |
| Perm. par gravité. Moule | 6061 | 5 000 $ à 20 000 $ | 8 $ à 20 $ | Oui (T6 réalisable) |
| Moulage au sable | 6061 | 1 000 $ à 8 000 $ | 15 $ à 40 $ | Oui (T6 réalisable) |
| Usinage CNC | 6061 billettes | 0 $ à 5 000 $ (fixation) | 20 $ à 80 $ | Oui (stock prétraité) |
Les données montrent que le HPDC avec l'A380 ou un alliage de moulage sous pression structurel offre le coût par pièce le plus bas pour des volumes élevés, mais il nécessite d'accepter un matériau autre que le 6061. Si le 6061 est vraiment requis - par exemple, en raison des spécifications des matériaux aérospatiaux ou des exigences spécifiques de certification en matière de corrosion - alors le moulage par gravité ou l'usinage sont les voies économiquement rationnelles, acceptant un coût par pièce plus élevé en échange de l'alliage correct.
Alternatives émergentes : alliages de moulage sous pression en composition corroyée
L'industrie n'a pas ignoré la demande d'aluminium moulé sous pression avec des propriétés plus proches du 6061. Plusieurs développeurs d'alliages et spécialistes de fonderie ont introduit des alliages conçus pour combler l'écart entre les alliages de moulage sous pression standard et les compositions forgées en série. Ceux-ci valent la peine d’être connus pour les ingénieurs qui évaluent leurs options.
Castasil-37 (Al-Si-Mg, faible teneur en fer)
Développé par Rheinfelden Alloys, Castasil-37 contient environ 9 à 11 % de silicium avec une très faible teneur en fer (inférieure à 0,15 %) et du magnésium contrôlé. Sa faible teneur en fer réduit considérablement la tendance au brasage sous pression par rapport aux alliages standard, et l'alliage peut être moulé sous pression pour produire des sections fines et complexes. Il ne correspond pas à la réponse complète au traitement thermique du 6061, mais ses propriétés une fois coulées sont compétitives par rapport à de nombreuses applications qui autrement envisageraient le 6061.
Aural-2 et Aural-5
Il s'agit d'alliages d'aluminium primaires développés spécifiquement pour les moulages sous pression structurels à haute intégrité, en particulier dans le secteur automobile où la résistance aux chocs nécessite à la fois une résistance élevée et une ductilité élevée. Aural-2 atteint des valeurs d'allongement de 10 à 15 % dans la condition T7 , ce qui est comparable au 6061-T6. Ces alliages peuvent être moulés sous pression à l'aide de HPDC sous vide, puis traités thermiquement sans cloquage significatif, ce qui représente l'approximation la plus proche disponible des propriétés 6061 sous une forme moulée sous pression.
Alliages de la série 6xxx optimisés par Hpdc (étape de recherche)
Des groupes de recherche universitaires et industriels ont développé des alliages modifiés de la série 6xxx avec des ajouts élevés de silicium destinés à améliorer les performances de moulage sous pression tout en conservant une partie de la réponse au vieillissement. Ceux-ci ne sont pas encore commercialement établis à grande échelle, mais les résultats de production pilote publiés dans des revues telles que le Journal of Materials Processing Technology suggèrent que les alliages contenant 3 à 5 % de Si et des ajouts équilibrés de Mg peuvent atteindre des résistances à la traction de 280 à 300 MPa après un traitement T5 par HPDC. Cela reste un domaine de développement actif plutôt qu'une option de production prête à l'emploi.
Guide de décision pratique : choisir entre les alliages 6061 et les alliages de moulage sous pression
Le cadre de décision suivant est destiné à aider les ingénieurs et les concepteurs de produits à identifier rapidement la bonne voie à suivre pour leur situation spécifique.
- Si votre volume annuel dépasse 5 000 pièces et la complexité géométrique est élevée, le moulage sous pression avec de l'A380 ou un alliage structurel est presque certainement le bon processus - réévaluez si les propriétés 6061 sont véritablement requises ou simplement familières.
- Si une anodisation décorative est requise pour la pièce finie, le moulage sous pression n’est absolument pas un bon processus. Utiliser du 6061 extrudé ou usiné avec un traitement de surface approprié.
- Si une limite d'élasticité supérieure à 200 MPa est requise pour la pièce coulée, évaluez la HPDC assistée par vide avec Silafont-36 ou Aural-2 avant de recourir à un processus de coulée par gravité avec 6061.
- Si la spécification de l'alliage est fixée par un client, un organisme de réglementation ou une norme aérospatiale citant 6061, ne la remplacez pas. Utilisez le moulage par gravité, le moulage au sable ou le forgeage.
- Si le volume est inférieur à 1 000 pièces par an et que la géométrie le permet, l'usinage CNC à partir du stock 6061-T6 offrira les meilleures propriétés mécaniques avec le plus faible investissement en outillage.
- Si les économies de poids et l'efficacité structurelle sont les principaux facteurs déterminants, déterminez si le 6061 forgé est justifiable : les pièces forgées peuvent réduire le poids des pièces de 15 à 30 % par rapport à une pièce moulée équivalente, car le rapport résistance/poids supérieur permet des sections plus fines.
Il n’existe pas de réponse unique adaptée à chaque produit. Mais le consensus constant de l’industrie est clair : n'essayez pas de couler sous haute pression avec de l'aluminium 6061 si l'objectif est d'obtenir des résultats fiables et de qualité de production. L'inadéquation métallurgique entre la composition du 6061 et les exigences du processus de moulage sous pression n'est pas un défi technique à surmonter par l'optimisation du processus - c'est un problème fondamental de sélection des matériaux qui est mieux résolu en choisissant dès le départ le bon alliage pour le bon processus.