Maison / Nouvelles / Actualités de l'industrie / Comment se déroule le moulage sous pression ? Processus, méthodes et matériaux
La réponse courte : comment fonctionne le moulage sous pression
Moulage sous pression est un processus de formage du métal dans lequel le métal en fusion est injecté sous haute pression dans un moule en acier trempé – appelé matrice – et y est maintenu jusqu'à ce que le métal se solidifie pour prendre la forme exacte de la cavité. Une fois solide, la matrice s'ouvre, les éjecteurs poussent la pièce vers l'extérieur et le cycle recommence. Un seul dé peut répéter cette séquence des centaines de milliers de fois avant de s'user.
Le procédé est principalement utilisé avec des alliages non ferreux : métaux à base d’aluminium, de zinc, de magnésium et de cuivre. Les pressions d'injection varient généralement de 1 500 psi à plus de 25 000 psi , ce qui permet au moulage sous pression de produire des pièces avec des parois minces, des tolérances serrées (souvent ± 0,002 pouce) et des finitions de surface lisses telles que coulées sans usinage ultérieur approfondi.
Si vous avez besoin de dizaines de milliers de pièces métalliques identiques (supports automobiles, boîtiers électroniques, raccords de plomberie, composants d'appareils électroménagers), le moulage sous pression est presque toujours la méthode de fabrication la plus rentable une fois que vous avez absorbé le coût initial de l'outillage.
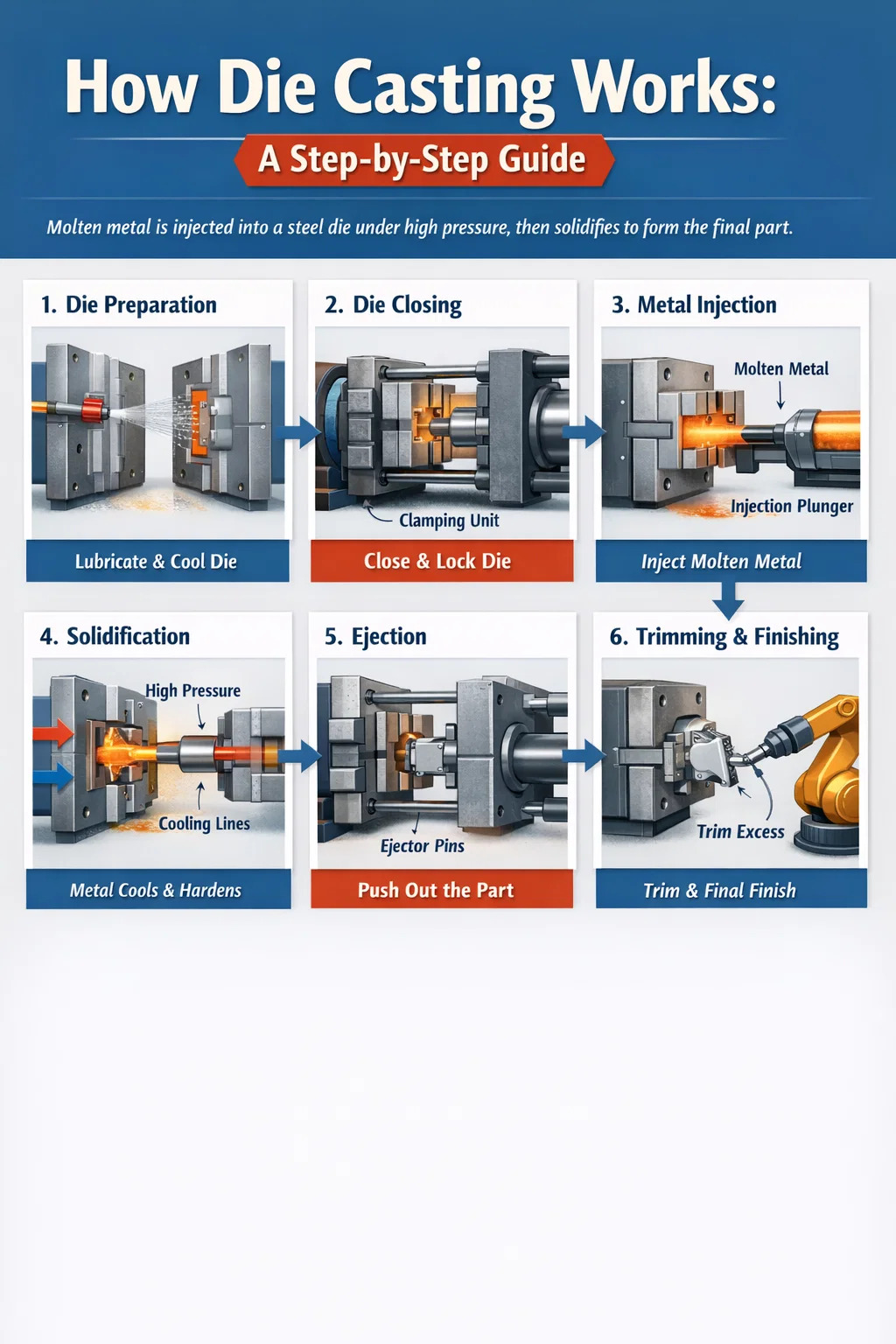
Le processus de moulage sous pression étape par étape
Comprendre comment le moulage sous pression est effectué nécessite de parcourir chaque étape du cycle de production. Même si différentes machines et alliages introduisent des variations, la séquence fondamentale est cohérente dans l’ensemble du secteur.
Étape 1 — Préparation de la matrice et lubrification
Avant chaque tir, les moitiés de matrice sont pulvérisées avec un lubrifiant ou un agent de démoulage. Cela sert à deux fins : cela aide la pièce moulée solidifiée à être éjectée proprement sans coller, et cela refroidit légèrement la surface de la matrice pour maintenir un profil thermique cohérent. Les lubrifiants pour matrices à base d'eau sont le choix le plus courant dans les ateliers modernes car ils réduisent la fumée et sont conformes aux réglementations environnementales. Le cycle de pulvérisation prend généralement de deux à cinq secondes et est automatisé sur les lignes à grand volume.
Étape 2 — Fermeture et serrage de la matrice
La machine de moulage sous pression serre les deux moitiés de la matrice ensemble avec une force énorme. Cette force de serrage est mesurée en tonnes et doit dépasser la force que le métal en fusion sous pression exercera sur les faces de la matrice lors de l'injection. Une machine d'une capacité de 500 tonnes maintient la matrice fermée avec une force de serrage de 500 tonnes. Les machines vont de moins de 100 tonnes pour les petites pièces en zinc jusqu'à 4 000 tonnes ou plus pour les gros composants structurels en aluminium. Si la force de serrage est insuffisante, du métal en fusion peut jaillir entre les moitiés de matrice, créant de fines ailettes sur la pièce et potentiellement endommageant l'outillage.
Étape 3 — Injection de métal
C’est l’étape déterminante. Le métal en fusion est poussé dans la cavité de la matrice à travers un système de canaux (une carotte, des canaux et des portes) qui dirigent le flux vers la géométrie de la pièce. Dans les machines à chambre froide, une grenaille de métal mesurée est versée à la louche ou automatiquement versée dans un manchon de grenaille, et un piston hydraulique la fait avancer. Dans les machines à chambre chaude, le mécanisme d’injection est immergé dans le bain de métal en fusion et prélève directement une charge précise. La vitesse d'injection peut être ajustée par phases : une première phase lente remplit le système de canaux et une deuxième phase rapide remplit la cavité de la pièce pour éviter une solidification prématurée. Les temps de remplissage de la cavité elle-même sont souvent compris entre 10 et 100 millisecondes.
Étape 4 — Intensification et solidification
Immédiatement après le remplissage de la cavité, la machine applique une pression d'intensification (une surpression secondaire plus élevée) pour emballer davantage de métal et compenser le retrait à mesure que la pièce coulée se solidifie. Cette pression est maintenue pendant un temps de séjour, généralement de une à trente secondes en fonction de l'épaisseur de la paroi et de l'alliage. La puce elle-même agit comme un dissipateur thermique ; ses canaux de refroidissement internes transportent de l'eau ou de l'huile thermique pour extraire la chaleur rapidement et de manière cohérente. Un refroidissement plus rapide permet des temps de cycle plus courts et une microstructure plus fine dans la pièce finie.
Étape 5 — Ouverture de la matrice et éjection de la pièce
Une fois que le métal est suffisamment solidifié, l'unité de serrage se rétracte et les moitiés de matrice se séparent. La pièce moulée reste sur une moitié (la moitié de l'éjecteur) car les angles de dépouille et la géométrie sont conçus de cette façon. Les goupilles d'éjection - des tiges en acier trempé placées dans la matrice - avancent et poussent la pièce librement. Les broches laissent de petites marques circulaires sur les surfaces non critiques de la pièce moulée. Un robot ou un opérateur humain retire la pièce et le cycle redémarre.
Étape 6 — Découpage et finition
La pièce moulée brute sort attachée au système de glissières et de portes et présente souvent de fines bavures le long des lignes de séparation. Une matrice de garniture dans une presse hydraulique coupe les glissières et l'excès de bavure en un seul passage. La finition ultérieure dépend de l'application : grenaillage pour les surfaces cosmétiques, usinage CNC pour les trous filetés ou les alésages précis, traitement thermique pour les alliages d'aluminium structurels et revêtements de surface comme l'anodisation, le revêtement en poudre ou le chromage.
Coulée sous pression en chambre chaude ou en chambre froide
Les deux principaux types de machines conviennent chacun à une gamme différente d’alliages. Choisir le mauvais type pour un matériau donné détruira la machine ou produira des pièces de mauvaise qualité.
| Caractéristique | Chambre chaude | Chambre froide |
|---|---|---|
| Emplacement du système d'injection | Immergé dans du métal en fusion | Séparé du four |
| Alliages compatibles | Zinc, magnésium, plomb, étain | Aluminium, laiton, magnésium (haute température) |
| Vitesse de cycle | Plus rapide (jusqu'à 18 coups/min pour le zinc) | Plus lent (la louche manuelle ajoute du temps) |
| Pression d'injection maximale | ~2 500 livres par pouce carré | Jusqu'à 25 000 psi |
| Gamme de tailles de pièces | Petit à moyen | Petit à très grand |
| Tendance à la porosité | Inférieur | Modéré (géré par le contrôle des processus) |
Les machines à chambre chaude ne peuvent pas être utilisées avec l'aluminium car l'aluminium dissout le fer aux températures de coulée typiques, attaquant rapidement le col de cygne et le piston en acier du système d'injection immergé. Les machines à chambre froide sont le bon choix pour le moulage sous pression de l'aluminium : le métal est fondu dans un four de maintien séparé et n'entre dans le manchon de grenaille qu'immédiatement avant l'injection, ce qui limite le temps d'exposition.
Matériaux utilisés dans le moulage sous pression
Le choix de l’alliage détermine presque toutes les autres décisions du processus : type de machine, matériau de la matrice, temps de cycle et propriétés finales de la pièce. Ce sont les quatre familles les plus couramment rencontrées dans les opérations commerciales de moulage sous pression.
Alliages d'aluminium
L'aluminium représente environ 80 % de toute la production de moulage sous pression en poids en Amérique du Nord. Les alliages les plus utilisés sont l’A380, l’A383 et l’A360. L'A380 offre un excellent équilibre entre coulabilité, résistance (résistance à la traction ultime d'environ 47 000 psi) et résistance à la corrosion, ce qui en fait le choix par défaut pour les boîtiers automobiles et électroniques grand public. La faible densité de l'aluminium – environ un tiers de celle de l'acier – est un moteur majeur de la demande alors que les constructeurs automobiles recherchent des composants légers pour atteindre leurs objectifs d'économie de carburant et d'autonomie des véhicules électriques. L'inconvénient est une température de coulée plus élevée (environ 1 200 °F / 650 °C), qui raccourcit la durée de vie de la matrice par rapport au zinc.
Alliages de zinc
Les alliages de zinc (Zamak 3, Zamak 5, ZA-8) sont coulés à des températures beaucoup plus basses (environ 780°F / 415°C), ce qui confère à l'outillage une durée de vie considérablement plus longue - souvent plus d'un million de tirs contre 100 000 à 400 000 pour les matrices en aluminium. Les pièces en zinc peuvent être coulées avec des parois extrêmement fines (jusqu'à 0,4 mm) et des détails de surface très fins, c'est pourquoi elles sont utilisées pour la quincaillerie décorative, les corps de serrure et les petits composants mécaniques de précision. Le zinc est plus dense que l'aluminium, mais ses coûts de traitement inférieurs et sa durée de vie plus longue le rendent souvent plus économique pour les petites pièces en grand volume.
Alliages de magnésium
Le magnésium est le métal structurel le plus léger couramment moulé sous pression, environ 33 % plus léger que l'aluminium en volume. Des alliages comme l'AZ91D et l'AM60B sont utilisés dans les structures intérieures d'automobiles, les châssis d'ordinateurs portables et les carrosseries d'outils électriques où le poids est le principal facteur. Le magnésium peut être traité dans des machines à chambre chaude ou froide en fonction de l'alliage spécifique et de la taille de pièce requise. Une considération importante en matière de production : le magnésium est inflammable sous forme finement divisée, de sorte que les déchets et les copeaux nécessitent une manipulation soigneuse et des systèmes d'extinction d'incendie dédiés dans l'installation.
Alliages à base de cuivre (laiton et bronze)
Les alliages de cuivre nécessitent les températures de coulée les plus élevées – dépassant souvent 1 650 °F (900 °C) – ce qui réduit considérablement la durée de vie des matrices et augmente les coûts énergétiques. Cependant, les pièces moulées sous pression en laiton et en bronze offrent une excellente résistance à la corrosion, une bonne conductivité électrique et une apparence haut de gamme qui les rend précieuses dans les raccords de plomberie, les connecteurs électriques et la quincaillerie architecturale. Le moulage sous pression en alliage de cuivre représente une part faible mais persistante de la production totale, car aucun autre matériau n'offre une combinaison de propriétés comparable à un coût comparable pour des pièces de volume moyen.
Conception de matrices et outillage
La matrice est l'élément le plus capitalistique du processus de moulage sous pression, et sa conception détermine directement la qualité de la pièce, la durée du cycle et l'économie de production. Une matrice mal conçue entraînera des problèmes qu’aucun réglage de la machine ne pourra résoudre complètement.
Matériaux de matrice
Les outils de moulage sous pression sont presque universellement fabriqués à partir d'acier à outils pour travail à chaud H13, trempé à environ 44-48 HRC. Le H13 a été sélectionné car il résiste à la fatigue thermique – le chauffage et la trempe répétés qui fissureraient des aciers de moindre qualité en des milliers de cycles. Les qualités haut de gamme de H13 avec des contrôles chimiques plus stricts et un traitement de refusion à l'arc sous vide (VAR) peuvent prolonger considérablement la durée de vie des matrices. Pour la production d'aluminium en très grand volume, certaines opérations utilisent des aciers modifiés comme DIN 1.2367 ou des nuances exclusives développées par des fournisseurs d'outillage.
Conception de systèmes de portail et de coureurs
L'endroit où le métal pénètre dans la cavité (l'emplacement de la porte) contrôle le motif de remplissage, l'emprisonnement d'air et le retrait. Les logiciels de simulation (Magmasoft, ProCAST, Flow-3D) sont désormais une pratique courante pour la conception de matrices, permettant aux ingénieurs de modéliser l'écoulement du métal, de prédire les arrêts à froid, d'identifier l'endroit où la porosité est susceptible de se former et d'optimiser le placement des portes et des puits de trop-plein avant de couper une seule pièce d'acier. Investir dans la simulation avant la fabrication de l'outillage permet généralement d'économiser bien plus que son coût en résolvant des problèmes qui nécessiteraient autrement des modifications coûteuses de la matrice.
Angles de dépouille et lignes de séparation
Chaque paroi verticale d'une pièce moulée sous pression doit avoir un angle de dépouille (une légère conicité) pour permettre à la pièce de se détacher de la matrice sans glisser ni coller. Les angles de dépouille typiques sont de 1° à 3° pour les surfaces externes et de 2° à 5° pour les noyaux internes. Des murs sans tirage sont théoriquement possibles avec des revêtements spéciaux ou des astuces géométriques, mais cela ajoute des coûts et des risques. La ligne de séparation est l'endroit où les deux moitiés de matrice se rencontrent ; le localiser correctement minimise les bavures, simplifie la construction des outils et facilite le contrôle des surfaces cosmétiques.
Conception du système de refroidissement
Les canaux de refroidissement internes percés à travers l'acier de la matrice transportent de l'eau à température contrôlée. Leur placement par rapport aux sections épaisses de la pièce, où la chaleur est concentrée, détermine la régularité de la solidification de la pièce moulée et la vitesse à laquelle le cycle peut s'exécuter. Le refroidissement conforme (des canaux qui suivent les contours de la cavité de la matrice plutôt que d'être percés directement) est de plus en plus fabriqué grâce à des inserts de fabrication additive, permettant une extraction de chaleur plus agressive dans les zones critiques et des réductions du temps de cycle de 15 à 25 % dans certaines applications.
Paramètres clés du processus et manière dont ils sont contrôlés
Le moulage sous pression n’est pas une opération à régler et à oublier. Un processus stable et de haute qualité nécessite une surveillance et un contrôle actifs d'une série de variables interdépendantes.
- Température du métal : Une température trop élevée augmente la porosité de retrait et l'érosion de la matrice ; trop froid provoque des erreurs de fonctionnement et des arrêts à froid. L'aluminium est généralement coulé entre 1 250 °F et 1 350 °F (677 °C et 732 °C) en fonction de la géométrie de la pièce et de l'épaisseur de la paroi.
- Vitesse d'injection : La vitesse (lente) de la première phase remplit le coureur ; la vitesse (rapide) de la deuxième phase remplit la cavité. La vitesse de grille (la vitesse à laquelle le métal passe à travers la porte dans la pièce) est généralement ciblée entre 100 et 180 pieds/s pour l'aluminium.
- Pression d'intensification : Appliquée immédiatement après le remplissage de la cavité, cette pression emballe le métal solidifié pour réduire les vides de retrait. Les pressions d'intensification typiques pour l'aluminium sont comprises entre 8 000 et 15 000 psi.
- Température de filière : La matrice doit atteindre et maintenir un équilibre thermique – généralement entre 300 °F et 500 °F (150 °C – 260 °C) pour l'aluminium – avant que les pièces de production ne soient exécutées. Une filière froide provoque des défauts de surface ; une matrice surchauffée prolonge le temps de cycle et accélère la fatigue thermique.
- Assistance au vide : Certaines installations de moulage sous pression utilisent des conduites de vide connectées à la cavité de la matrice pour évacuer l'air avant l'injection. L'élimination de l'air réduit la porosité du gaz et permet des vitesses d'injection plus élevées sans emprisonner le gaz dans la pièce, ce qui est particulièrement utile pour les composants structurels qui seront traités thermiquement ou soudés.
Les machines de moulage sous pression modernes enregistrent les données de processus de chaque injection (position du piston, vitesse, courbes de pression) en temps réel. Les graphiques de contrôle statistique des processus signalent lorsque les paramètres dérivent en dehors des limites définies, permettant ainsi aux ingénieurs de processus de corriger les problèmes avant que les taux de rebut n'augmentent.
Défauts courants dans le moulage sous pression et leurs causes
Comprendre les mécanismes des défauts est essentiel au dépannage du processus. La plupart des défauts ont pour origine un ensemble relativement restreint de causes profondes.
Porosité
Le défaut de moulage sous pression le plus répandu. Il existe deux types de porosité : la porosité gazeuse, causée par l'air ou l'hydrogène dissous piégé lors du remplissage, et la porosité de retrait, causée par l'insuffisance de métal pour alimenter les sections en contraction au fur et à mesure qu'elles se solidifient. La porosité du gaz se manifeste généralement sous la forme de vides arrondis près de la surface ou dans les dernières zones à remplir. La porosité de retrait apparaît sous forme de vides irréguliers et déchiquetés dans des sections transversales épaisses. Les solutions comprennent l'assistance au vide, une conception de porte optimisée, une pression d'intensification ajustée et une réduction de l'épaisseur de paroi grâce à une refonte des pièces.
Arrêts à froid et erreurs de fonctionnement
Une fermeture à froid apparaît sous la forme d'une ligne visible sur la surface de coulée, là où deux fronts d'écoulement métallique se sont rencontrés mais n'ont pas fusionné correctement car ils avaient trop refroidi avant de se joindre. Un mauvais fonctionnement est un remplissage incomplet, c'est-à-dire une partie de la cavité qui n'a tout simplement pas reçu suffisamment de métal avant de se solidifier. Les deux sont causés par une température du métal insuffisante, une vitesse d’injection trop faible, un volume de métal inadéquat ou un refroidissement excessif de la matrice. L'augmentation de la température du métal, de la vitesse d'injection ou du poids de la grenaille résout généralement ces défauts.
Soudure et érosion
La soudure se produit lorsque l'alliage d'aluminium adhère à l'acier de la matrice, tirant le matériau de la surface de la pièce lors de l'éjection et finissant par accumuler des dépôts sur la matrice. Il est provoqué par une réaction chimique entre l'aluminium fondu et le fer dans l'acier de la matrice, accélérée par une température élevée du métal et une vitesse de grille élevée impactant à plusieurs reprises la même surface de la matrice. Les revêtements de protection (nitruration, revêtements PVD comme TiAlN), le contrôle de la température des matrices et la lubrification optimisée réduisent la fréquence de soudage. Les cas graves nécessitent un polissage à la matrice ou une réparation des soudures.
Flash
Le flash est une fine ailette métallique qui est extrudée entre les moitiés de matrice ou autour des broches d'éjection. Cela résulte d’une force de serrage insuffisante, de surfaces de plan de joint usées ou endommagées ou d’une pression d’injection excessive. Le flash mineur est supprimé dans la presse de finition ; Un flash persistant indique un problème de paramètre de machine, de matrice ou de processus qui doit être corrigé avant qu'il ne s'aggrave.
Variations et méthodes avancées de moulage sous pression
Au-delà du moulage sous pression haute pression conventionnel, plusieurs variantes de processus répondent à des exigences spécifiques en matière de pièces ou à des objectifs de qualité que le moulage standard ne peut pas satisfaire.
Coulée sous vide
Le moulage sous pression sous vide évacue l'air de la cavité de la matrice immédiatement avant l'injection via des vannes à vide dédiées. La pression de l'air résiduel dans la cavité est réduite à moins de 50 mbar dans les systèmes avancés. Le résultat est une porosité aux gaz considérablement réduite, ce qui permet aux pièces moulées d'être traitées thermiquement (T5 ou T6) et soudées – des capacités que le moulage sous pression standard ne peut pas atteindre de manière fiable. Les pièces structurelles automobiles telles que les tours d'amortisseurs, les montants B et les boîtiers de batterie sont de plus en plus fabriquées de cette manière.
Coulée sous pression semi-solide (thixocasting et rhéocasting)
Dans le traitement semi-solide, le métal est injecté à une température comprise entre son liquidus et son solidus – dans un état partiellement solidifié, semblable à une suspension. Étant donné que le métal est plus visqueux et remplit la filière de manière moins turbulente et plus laminaire, le piégeage de gaz est considérablement réduit. Les pièces produites par rhéocoulée ou thixocoulée peuvent approcher les niveaux de porosité des pièces forgées dans certaines géométries. Le processus est plus complexe et plus coûteux à exploiter que le moulage sous pression conventionnel, il est donc réservé aux composants de grande valeur dans les applications aérospatiales, de sport automobile et automobiles haut de gamme.
Coulée par compression
Le moulage par compression utilise des vitesses d'injection beaucoup plus faibles mais une pression très élevée (souvent 10 000 à 30 000 psi) appliquée et maintenue tout au long de la solidification. La pression soutenue élevée supprime la porosité et affine la microstructure, produisant des pièces moulées aux propriétés mécaniques proches de celles des pièces forgées. Les roues en aluminium pour véhicules hautes performances sont une application courante de moulage par compression. Les temps de cycle sont plus longs que ceux du moulage sous pression classique et le processus nécessite une conception de matrice plus soignée pour la répartition de la pression.
Méga-Casting (Gigacasting)
Développement récent largement motivé par l'industrie des véhicules électriques, le méga-moulage utilise des machines de 6 000 tonnes ou plus pour produire des pièces moulées structurelles en aluminium uniques qui remplacent des assemblages de dizaines de pièces en acier embouties et soudées. Tesla a popularisé cette approche avec son moulage de soubassement arrière, qui consolide environ 70 pièces individuelles en un seul plan. Plusieurs autres constructeurs automobiles mettent désormais en service ou exploitent des cellules de moulage sous pression de grand format similaires. L'argument économique repose sur un nombre réduit d'outillages, des chaînes d'assemblage plus simples et des coûts d'assemblage inférieurs, même si cela nécessite un investissement initial très important en machine.
Moulage sous pression par rapport aux autres procédés de moulage de métaux
Le moulage sous pression n'est pas le seul moyen de couler des pièces métalliques, et ce n'est pas toujours le bon. Comprendre où il se situe par rapport aux alternatives aide à sélectionner le processus correct pour un projet donné.
| Processus | Coût de l'outillage | Coût par pièce (volume élevé) | Précision dimensionnelle | Idéal pour |
|---|---|---|---|---|
| Coulée sous pression | Élevé (20 000 $ à 200 000 $) | Très faible | Excellent | Pièces non ferreuses en grand volume |
| Coulée en moule permanent | Modéré | Faible | Bon | Volume moyen, parois plus épaisses |
| Moulage de précision | Modéré | Élevé | Très élevé | Géométrie complexe, alliages ferreux, aérospatiale |
| Moulage au sable | Faible | Modéré to high | Mauvais à passable | Faible volume, large parts, iron/steel |
La décision se résume généralement au volume. L'outillage de moulage sous pression pour une pièce en aluminium coûte généralement entre 30 000 $ et 150 000 $ selon la complexité. Cet investissement est logique à partir de 50 000 pièces ou plus par an, mais est difficile à justifier pour quelques centaines d’unités. Pour une production en faible volume, le moulage en sable ou le moulage à modèle perdu est plus économique même si le coût par pièce est plus élevé. Pour les alliages ferreux (acier, fer), le moulage sous pression n'est généralement pas utilisé du tout : le moulage à modèle perdu, le moulage au sable ou le forgeage sont les choix appropriés.
Industries et applications où le moulage sous pression domine
La combinaison de vitesse, de précision et de capacité de forme nette du moulage sous pression en a fait le processus de fabrication par défaut pour un large éventail de catégories de produits dans plusieurs secteurs.
- Automobile : Blocs moteurs (dans certaines configurations), carters de transmission, corps de pompe à huile, ensembles de supports, poignées de porte, boîtiers de rétroviseurs, roues (moulées par compression) et composants structurels de carrosserie en blanc de plus en plus grands. L'automobile est le plus grand marché du moulage sous pression, représentant plus de 50 % de la production nord-américaine en valeur.
- Electronique grand public : Les châssis d'ordinateurs portables et de tablettes, les cadres internes des smartphones, les boîtiers d'appareils photo et les structures de dissipateurs thermiques bénéficient de la combinaison de légèreté, de conductivité thermique et de rigidité structurelle de l'aluminium.
- Équipement industriel : Les carters de boîtes de vitesses, les corps de pompe, les carters de moteur et les corps de vannes sont produits en grands volumes avec une épaisseur de paroi constante et une intégrité étanche à la pression.
- Infrastructures de télécommunications : Les boîtiers des stations de base 5G et les composants de gestion thermique utilisent du moulage sous pression en aluminium pour sa combinaison de blindage EMI, de performances thermiques et de stabilité dimensionnelle.
- Plomberie et CVC : Des raccords, des vannes et des blocs collecteurs en laiton et en aluminium moulés sous pression sont installés par millions chaque année dans la construction résidentielle et commerciale.
- Outils et appareils électriques : Les carters de moteur, les carters d'engrenages et les cadres structurels pour les outils électriques, les équipements de pelouse et les appareils électroménagers reposent sur le moulage sous pression pour des tolérances serrées et une bonne finition de surface à des cadences de production élevées.
À quoi s'attendre en termes de tolérances, de finition de surface et de délai de livraison
Les acheteurs et les ingénieurs qui spécifient des pièces moulées sous pression doivent avoir des attentes réalistes quant à ce que le processus peut et ne peut pas fournir sans opérations secondaires.
Tolérances dimensionnelles
Le moulage sous pression permet d'obtenir des tolérances plus strictes que le moulage en sable ou le moulage en moule permanent, mais il ne s'agit pas d'un processus d'usinage de précision. Des tolérances telles que moulées de ±0,003 à ±0,005 pouces par pouce sont typiques pour l'aluminium. Les caractéristiques qui nécessitent un contrôle plus strict (alésages de roulement, positions des trous filetés, surfaces de contact) nécessitent un usinage CNC après la coulée. La North American Die Casting Association (NADCA) publie des normes de tolérance détaillées qui constituent la référence de l'industrie pour la spécification des pièces moulées sous pression.
Finition de surface
Les surfaces telles que moulées sur l'aluminium moulé sous pression se situent généralement dans la plage de 63 à 125 micropouces Ra (1,6 à 3,2 micromètres Ra), ce qui est suffisamment lisse pour la plupart des objectifs fonctionnels et cosmétiques sans autre finition. Les pièces moulées sous pression en zinc peuvent obtenir des surfaces brutes de coulée encore plus fines et subir directement la galvanoplastie, ce qui les rend préférées pour la quincaillerie décorative qui sera chromée ou nickelée.
Délai d’exécution de l’outillage et délai de livraison des pièces
La fabrication d'outillage pour une matrice de moulage sous pression en aluminium moyennement complexe prend généralement 8 à 14 semaines de l'approbation de la conception aux premiers clichés. Des outils simples peuvent être réalisés plus rapidement ; les matrices de grande taille, multi-empreintes ou complexes peuvent prendre de 16 à 20 semaines. Une fois l'outillage éprouvé et en production, les délais de livraison des pièces dépendent des quantités d'exécution et du calendrier, mais sont généralement de 3 à 6 semaines pour les commandes standard. Les lignes dédiées à gros volumes peuvent expédier des pièces dans des délais plus courts une fois le calendrier de production établi.