Maison / Nouvelles / Actualités de l'industrie / Pourquoi le moulage en sable surpasse le moulage sous pression pour de nombreuses applications
La réponse courte : le moulage au sable gagne en termes de coût, de flexibilité et d'échelle
Si vous choisissez entre le moulage au sable et le moulage sous pression, la décision dépend de ce dont vous avez réellement besoin. Le moulage au sable est préférable au moulage sous pression lorsque les budgets d'outillage sont serrés, lorsque les pièces sont grandes ou géométriquement complexes, lorsque des volumes de production faibles à moyens sont impliqués ou lorsque des métaux ferreux comme l'acier et le fer doivent être utilisés. Le moulage sous pression excelle dans la production en grand volume de petites pièces en aluminium ou en zinc à paroi mince, où la finition de surface et la cohérence dimensionnelle sont essentielles. Mais pour un large éventail d’applications industrielles, d’ingénierie et de prototypes, le moulage au sable reste le choix le plus pratique et le plus économique.
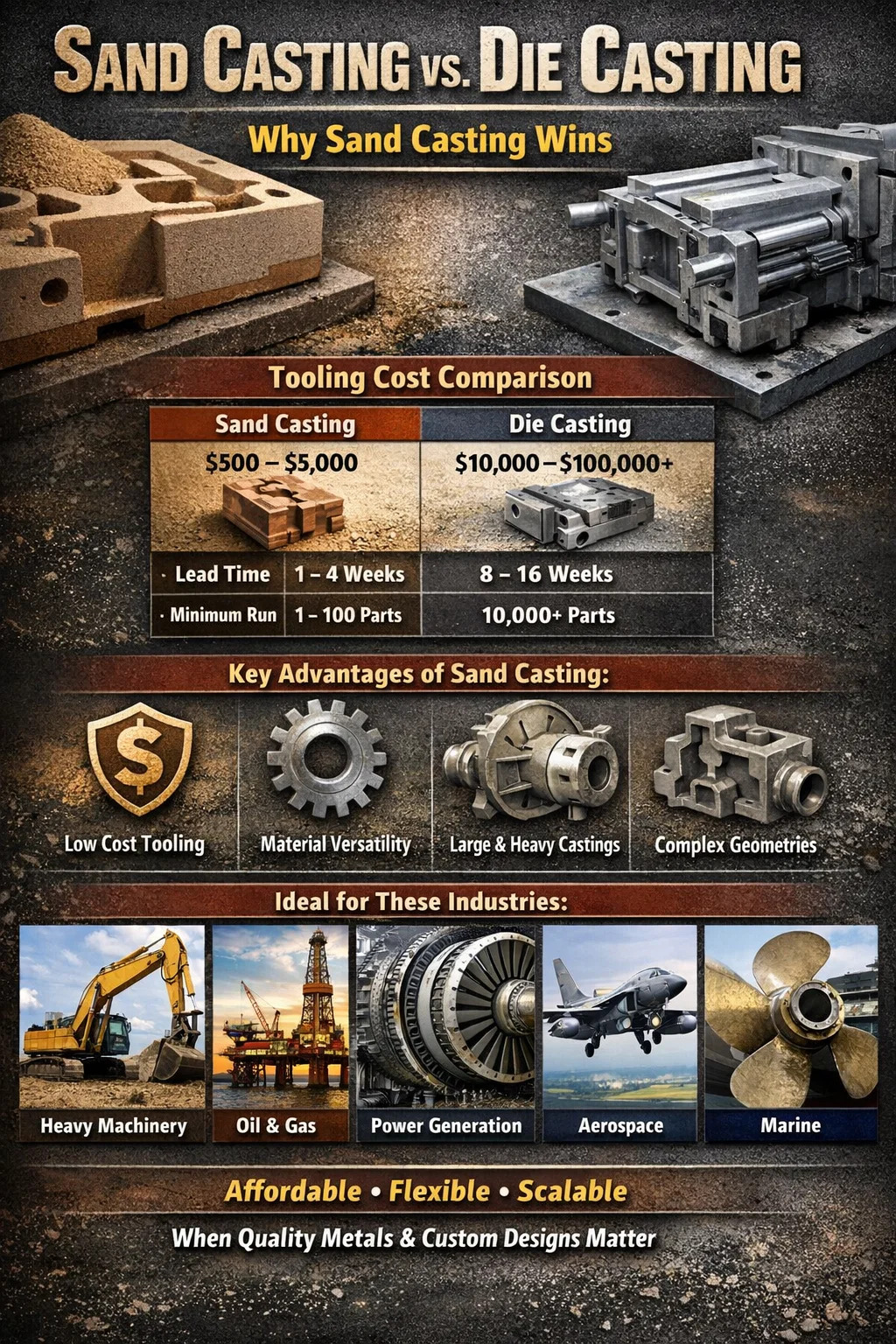
La différence fondamentale réside dans l'outillage. Une matrice de moulage sous pression peut coûter n'importe où 10 000 $ à plus de 100 000 $ , alors qu'un modèle de moulage au sable coûte généralement entre 500 $ et 5 000 $ . Pour tout ce qui ne concerne pas la production de masse par centaines de milliers, cet écart à lui seul fait du moulage au sable la décision financière la plus judicieuse.
Coût de l'outillage : là où le moulage au sable présente un avantage décisif par rapport au moulage sous pression
Le moulage sous pression nécessite des matrices en acier trempé qui doivent résister à des milliers de cycles d'injection sous une pression extrême, souvent comprise entre 1 500 et 25 000 psi. La fabrication de ces matrices nécessite un usinage de précision, un traitement thermique et une vérification approfondie de la qualité. Le délai de livraison pour une matrice de moulage sous pression est généralement 8 à 16 semaines , et une fois construits, les modifications sont coûteuses, voire impossibles, sans mettre au rebut l'ensemble de l'outil.
Les modèles de moulage au sable, en revanche, sont fabriqués à partir de bois, de résine ou d'aluminium. Ils sont beaucoup plus simples à fabriquer, plus faciles à modifier et considérablement moins chers. Si une modification de conception est nécessaire après la production initiale, un modèle de moulage en sable peut être retravaillé ou reconstruit pour une fraction du coût de modification d'une matrice de moulage sous pression.
Pour le développement de prototypes et l’ingénierie itérative, cette différence est transformatrice. Une équipe produit développant un boîtier de pompe industrielle ou un support personnalisé peut tester trois ou quatre itérations de conception en moulage au sable pour le même coût qu'une seule matrice de moulage sous pression. Cela accélère les délais de développement de produits et réduit le risque financier dès les premières étapes d’un projet.
| Facteur | Moulage au sable | Moulage sous pression |
|---|---|---|
| Coût d'outillage typique | 500 $ – 5 000 $ | 10 000 $ – 100 000 $ |
| Délai de livraison de l'outillage | 1 à 4 semaines | 8 à 16 semaines |
| Coût de modification de conception | Faible | Très élevé |
| Exécution minimale viable | 1 à 100 pièces | 10 000 pièces |
Polyvalence des matériaux : le moulage au sable fonctionne avec les métaux Moulage sous pression Ne peut pas gérer
Il s’agit de l’une des limitations techniques les plus importantes du moulage sous pression, qui reste souvent méconnue. Le moulage sous pression se limite en grande partie aux métaux non ferreux avec des points de fusion relativement bas, principalement l'aluminium (point de fusion ~1 220 °F / 660 °C), le zinc (~787 °F / 419 °C) et le magnésium (~1 202 °F / 650 °C). La raison est simple : les températures extrêmes nécessaires à la fusion des métaux ferreux détruiraient rapidement les matrices en acier.
Le moulage au sable n'a pas une telle restriction. Il est couramment utilisé avec :
- Fonte grise et fonte ductile (point de fusion ~2 100 °F / 1 150 °C)
- Acier au carbone et acier inoxydable (~2 500 à 2 800 °F / 1 370 à 1 538 °C)
- Alliages de cuivre et de laiton (~ 1 750 à 1 980 °F / 955 à 1 082 °C)
- Alliages et superalliages de nickel utilisés dans les applications aérospatiales et énergétiques
- Aluminium et alliages d'aluminium (compatibles avec les deux procédés)
Pour les industries qui dépendent de composants en fer ou en acier, comme les machines lourdes, les équipements de construction, les machines agricoles et l'ingénierie maritime, le moulage au sable n'est pas simplement une préférence. C'est la seule option de casting viable. Considérez que la fonte grise représente environ 70 % de toutes les pièces moulées produites dans le monde , et presque tout ce volume est réalisé par moulage au sable. Cette statistique à elle seule indique où le processus domine réellement.
La fonte ductile, en particulier, offre une combinaison de résistance à la traction, de ductilité et d'usinabilité qui en fait un matériau privilégié pour les engrenages, les vilebrequins, les composants hydrauliques et les pièces structurelles. Aucune de ces applications n’est accessible via le moulage sous pression. Le moulage au sable est la porte d'entrée vers toute la gamme des métaux techniques, et pas seulement le sous-ensemble qui répond aux contraintes thermiques du moulage sous pression.
Taille et poids des pièces : balances de moulage en sable là où le moulage sous pression ne le peut pas
Les machines de moulage sous pression sont puissantes, mais elles sont physiquement contraintes. Même les plus grandes machines de moulage sous pression à haute pression utilisées commercialement parviennent à produire des pièces pesant environ 50 à 75 livres (22 à 34 kg) . La matrice elle-même doit s'adapter à la taille du plateau de la machine, et les pressions d'injection impliquées rendent les pièces de très grande taille structurellement peu pratiques.
Le moulage au sable n’est limité par presque rien en termes de taille ou de poids. Les blocs moteurs, les carters de turbine, les carters de pompes, les hélices de navires et les corps de vannes industrielles sont régulièrement coulés au sable. Pesage de pièces plusieurs tonnes ne sont pas rares dans des secteurs comme la production d’électricité, les mines et le pétrole et le gaz offshore. Un seul composant en fonte de sable pour un gros moteur diesel peut peser 500 livres ou plus, ce qui est complètement hors de portée de tout processus de moulage sous pression.
Cette évolutivité signifie que pour les ingénieurs travaillant sur de gros équipements ou des composants structurels, le moulage au sable n'est pas choisi par rapport au moulage sous pression comme compromis : c'est le seul processus capable de produire physiquement ce qui est requis. Le moule est simplement reconstruit à partir de sable à chaque fois, il n'y a donc aucune limite de plateau de machine, aucune contrainte de capacité de matrice et aucun plafond de pression d'injection à contourner.
Complexité géométrique et caractéristiques internes : le moulage au sable offre plus de liberté de conception
Le moulage sous pression utilise des matrices métalliques rigides qui doivent s'ouvrir et se fermer en ligne droite, ce qui signifie que chaque élément de la pièce doit être orienté pour permettre la séparation des matrices sans sous-dépouiller l'outillage. Les passages internes complexes, les cavités profondes et les contre-dépouilles sont soit impossibles, soit nécessitent des mécanismes à action latérale coûteux qui ajoutent des dépenses importantes à la matrice.
Le moulage au sable utilise des moules et des noyaux consommables. Un noyau est une forme de sable distincte placée à l'intérieur de la cavité du moule pour créer des vides internes : des chambres creuses, des passages, des canaux et des géométries internes complexes qui seraient physiquement impossibles dans une matrice rigide. Cette capacité est la raison pour laquelle le moulage au sable est utilisé pour les blocs moteurs dotés de chemises d'eau, les collecteurs avec passages d'écoulement internes et les corps de vannes dotés de plusieurs canaux internes.
Quels noyaux permettent le moulage en sable
- Passages de refroidissement internes dans les composants du moteur et de la turbine
- Sections structurelles creuses qui réduisent le poids sans sacrifier la résistance
- Canaux d'écoulement de fluide complexes dans les boîtiers de pompes et de vannes
- Géométries en contre-dépouille qui verrouilleraient une pièce à l'intérieur d'une matrice rigide
- Plusieurs cavités internes qui se croisent dans une seule pièce coulée
Le moulage sous pression peut produire des noyaux à l'aide d'inserts solubles ou détachables dans certaines applications, mais cela ajoute des coûts et une complexité de processus qui érodent rapidement les avantages d'efficacité qu'offre normalement le moulage sous pression. Pour les pièces où la géométrie interne est une priorité de conception, le moulage au sable est architecturalement supérieur.
Les exigences en matière d'épaisseur de paroi diffèrent également considérablement. Le moulage sous pression peut produire des parois très fines, parfois aussi fines que 0,040 pouces (1 mm) - ce qui est excellent pour les pièces légères de consommation ou automobiles. Mais il impose également des exigences d’uniformité pour garantir que le flux de métal remplisse la matrice. Le moulage au sable est plus tolérant aux différentes épaisseurs de paroi au sein d'une même pièce, ce qui donne aux ingénieurs concepteurs une plus grande liberté lors de la création de structures complexes avec des sections épaisses et minces.
Volume de production : Pourquoi le moulage au sable est-il préférable pour les séries de faible à moyen volume
L’économie du moulage sous pression repose sur l’amortissement d’un coût fixe d’outillage très élevé sur un très grand nombre de pièces. Lorsque cet amortissement fonctionne (lorsque vous produisez 50 000, 100 000 ou 500 000 pièces identiques), le faible coût unitaire du moulage sous pression devient convaincant. Le processus de moulage sous pression est rapide : un cycle typique de moulage sous pression d'aluminium dure entre 30 et 60 secondes , et les machines peuvent fonctionner avec un minimum de main d'œuvre dans des environnements hautement automatisés.
Mais en dehors de ce contexte de volume élevé, les calculs s’inversent. Pour un acheteur qui a besoin de 500 boîtiers de collecteur personnalisés par an, dépenser 50 000 $ pour une matrice de moulage sous pression signifie que le coût de l'outillage à lui seul ajoute 100 $ par pièce avant qu'une seule livre d'aluminium ne soit fondue. La même pièce en moulage au sable, avec un modèle de 3 000 $, n'ajoute que 6 $ au coût d'outillage par unité, une différence qui disparaît rarement même si l'on prend en compte les temps de cycle plus lents du moulage au sable et le contenu de main-d'œuvre par unité plus élevé.
C'est pourquoi les fabricants d'équipements industriels sur mesure, de l'aérospatiale, de la défense, du pétrole et du gaz, s'appuient fortement sur le moulage en sable. Leurs volumes de production se situent souvent entre quelques dizaines, voire quelques milliers par an. Dans ces contextes, le moulage au sable n’est pas un compromis : c’est le seul choix économique rationnel.
Volume d'équilibre entre le moulage en sable et le moulage sous pression
Le point de croisement auquel le moulage sous pression devient plus économique que le moulage au sable dépend de la complexité, de la taille et du matériau de la pièce. À titre de référence générale :
- Pour les petites pièces en aluminium de moins de 2 lb, le moulage sous pression devient souvent compétitif au-dessus 10 000 à 20 000 pièces par an
- Pour les pièces moyennes entre 2 et 10 lb, le seuil de rentabilité passe à 25 000 à 75 000 pièces par an
- Pour les pièces grandes ou complexes, le moulage au sable reste souvent rentable à tout volume commercialement raisonnable.
Il s’agit d’estimations approximatives et les seuils de rentabilité réels doivent toujours être calculés pour une application spécifique. Mais ils illustrent que la majorité des applications de moulage industriel, en particulier dans les secteurs où la personnalisation, la fiabilité et la performance des matériaux comptent plus que le prix unitaire, se situent bien dans la zone avantageuse du moulage en sable.
Porosité et propriétés mécaniques : remédier aux faiblesses du moulage sous pression
L’un des inconvénients du moulage sous pression dont on parle le moins est le problème de porosité. Lorsque du métal en fusion est injecté dans une matrice à haute pression, de l'air peut rester emprisonné dans la pièce, créant des vides microscopiques (porosité) qui compromettent l'intégrité structurelle. Les pièces moulées sous pression sont souvent inadaptées au traitement thermique car la chaleur provoque la dilatation des gaz emprisonnés, provoquant des cloques ou une déformation qui endommagent la pièce.
Il s’agit d’une contrainte technique importante. De nombreux alliages d'aluminium et de magnésium ne développent toutes leurs propriétés mécaniques qu'après mise en solution et vieillissement (revenu T6 par exemple). Si le processus de coulée lui-même empêche le traitement thermique, la pièce finale travaille avec une fraction de la résistance et de la dureté potentielles du matériau. Le moulage sous pression sous vide et le moulage par compression peuvent réduire la porosité, mais ce sont des processus haut de gamme qui augmentent les coûts et ne sont pas universellement disponibles.
Le moulage au sable, parce qu'il remplit le moule à une vitesse inférieure sous gravité ou basse pression, produit beaucoup moins de gaz piégés. Les pièces moulées au sable peuvent généralement être traitées thermiquement sans problème, ce qui permet d'obtenir toutes les propriétés de l'alliage. Pour les applications structurelles dans l’aérospatiale, l’automobile ou les équipements lourds où la certification des matériaux et les propriétés mécaniques sont essentielles, il s’agit d’un avantage décisif.
De plus, les composants en fonte sable, en particulier la fonte ductile, présentent une excellente usinabilité, un excellent amortissement des vibrations et une excellente résistance à l'usure. Il s'agit de propriétés inhérentes au matériau et entièrement accessibles via le processus de moulage en sable, sans les limitations de porosité qui limitent les applications de moulage sous pression.
Délai de livraison pour les nouvelles pièces : le moulage en sable permet d'obtenir des pièces plus rapidement dès les premiers stades
Lorsqu'une nouvelle pièce est nécessaire rapidement, que ce soit pour l'évaluation d'un prototype, un remplacement d'urgence ou une production pilote, l'avantage en matière de délai de livraison du moulage au sable est substantiel. Les modèles de moulage au sable étant simples et rapides à produire, un premier article moulé peut souvent être livré en 2 à 6 semaines dès la finalisation de la conception. Certaines fonderies spécialisées dans le moulage au sable à rotation rapide peuvent livrer des prototypes moulés en aussi peu que 5 à 10 jours ouvrés .
Par rapport au moulage sous pression, où l'outillage seul prend 8 à 16 semaines avant qu'une seule pièce de production ne soit fabriquée, l'avantage en termes de délais de moulage au sable lors du développement de nouveaux produits est énorme. Pour les entreprises soumises à des calendriers de lancement agressifs ou pour les situations de maintenance où un composant critique doit être remplacé rapidement, cette différence peut se traduire directement par une réduction des temps d'arrêt, une mise sur le marché plus rapide et une réduction des risques liés au programme.
Cela fait également du moulage au sable le choix standard pour les pièces de rechange sur les machines vieillissantes ou les équipements existants où il ne reste aucun outillage existant. Lorsqu'une presse industrielle vieille de 30 ans a besoin d'un boîtier en fer de remplacement fabriqué à l'origine par une entreprise qui n'existe plus, le moulage au sable permet de créer un nouveau modèle à partir d'un dessin technique ou d'un échantillon physique, et de reproduire la pièce à un coût raisonnable. Recréer une matrice de moulage sous pression pour une seule pièce de rechange serait économiquement absurde.
Industries spécifiques où le moulage au sable surpasse le moulage sous pression
Comprendre quelles industries dépendent du moulage en sable plutôt que du moulage sous pression permet de clarifier où se concentrent les avantages réels. Ces secteurs choisissent systématiquement le moulage au sable parce que leurs exigences techniques et commerciales correspondent à ce que le procédé fait de mieux.
Équipement pétrolier et gazier
Les corps de vannes, les corps de pompe, les collecteurs et les composants de tête de puits nécessitent de l'acier ou de la fonte ductile, doivent supporter des pressions extrêmes et sont souvent produits en faibles volumes pour des applications spécifiques. Le moulage au sable offre la compatibilité des matériaux, la capacité de géométrie interne et l’intégrité mécanique exigées par ces applications. Le moulage sous pression ne peut pas rivaliser ici.
Équipement minier et lourd
Les mâchoires des concasseurs, les dents des godets, les plaques d'usure et les composants structurels des machines minières sont fabriqués à partir d'acier au manganèse, de fer chromé et d'autres alliages ferreux durs que le moulage sous pression ne peut pas traiter. Les pièces de ce secteur pèsent régulièrement des centaines de livres, bien au-delà de la capacité de n'importe quelle machine de moulage sous pression. Le moulage au sable est la seule voie de fabrication viable.
Production d'énergie
Les carters de turbine, les carters de turbine et les cloches d'extrémité de générateur en acier inoxydable ou en alliages de nickel pour les centrales électriques et les turbines industrielles sont universellement coulés au sable. La combinaison des exigences en matière de matériaux, de taille des pièces et de faibles volumes de production annuels rend le moulage sous pression économiquement et techniquement impossible pour ces applications.
Prototypage aérospatial et défense
Même dans un secteur où la précision est primordiale, le moulage au sable est largement utilisé pour le développement de prototypes et de pièces structurelles en faible volume. La capacité d'itérer rapidement, d'utiliser des alliages aérospatiaux et de produire des pièces pouvant être entièrement traitées thermiquement et testées mécaniquement fait du moulage au sable un outil standard dans les programmes de moulage aérospatiale avant de s'engager dans des processus de fabrication plus coûteux.
Marine et construction navale
Les hélices des navires, les cadres de gouvernail et les composants structurels des navires marins sont souvent énormes et fabriqués à partir de bronze résistant à la corrosion, de bronze nickel-aluminium ou d'acier inoxydable. Le moulage au sable est le seul procédé capable de répondre à ces exigences et constitue la méthode standard pour la production de composants marins depuis des siècles.
Quand le moulage sous pression est en fait le meilleur choix
Une réponse complète nécessite de reconnaître où le moulage sous pression gagne véritablement. Le moulage sous pression est supérieur au moulage au sable dans trois scénarios bien définis :
- Production en grande série de petites pièces non ferreuses : Lors de la production de centaines de milliers de pièces en aluminium, zinc ou magnésium par an, les coûts unitaires du moulage sous pression sont imbattables. Les poignées de porte automobile, les boîtiers électroniques et les boîtiers de petits appareils électroménagers en sont des exemples classiques.
- Finition de surface et cohérence dimensionnelle : Le moulage sous pression produit des pièces en forme nette ou presque nette avec des finitions de surface de 32 à 63 micropouces Ra et des tolérances dimensionnelles qui ne nécessitent souvent aucun post-usinage. Le moulage au sable produit généralement des surfaces plus rugueuses (125 à 500 micropouces Ra) et nécessite davantage d'usinage pour atteindre des tolérances serrées.
- Structures légères à parois minces : Lorsque la conception nécessite des parois inférieures à 3 mm qui nécessitent encore une intégrité structurelle, l'injection haute pression du moulage sous pression assure un remplissage complet. Le moulage au sable alimenté par gravité peut avoir du mal à remplir de manière fiable des sections extrêmement fines.
Reconnaître ces avantages rend la comparaison honnête. Le moulage sous pression n'est pas un processus inférieur : c'est un processus optimisé pour un ensemble spécifique de conditions. Lorsque ces conditions ne sont pas remplies, le moulage au sable constitue la meilleure solution dans la majorité des scénarios restants.
Considérations environnementales et opérationnelles
Le moulage au sable présente un avantage en matière de durabilité souvent négligé : le sable est recyclable. Les fonderies modernes récupèrent et réutilisent 90 % ou plus de leur sable de moulage grâce à des systèmes de récupération thermique ou mécanique. Bien que le moulage sous pression n'utilise pas de matériaux d'outillage consommables de la même manière, l'intensité énergétique de l'entretien des machines de moulage sous pression (grandes presses hydrauliques, matrices à température contrôlée et systèmes d'injection à haute pression) est considérable.
Les taux de rebut dans le moulage sous pression sont également un facteur. Étant donné que le métal injecté dans la matrice remplit également les canaux, les débordements et les biscuits (le disque métallique du manchon de grenaille), les taux de rebut de coulée sous pression peuvent augmenter. 20 à 40 % du métal total consommé sur une pièce typique, même si une grande partie est recyclable. Les taux de rebuts de moulage au sable, en particulier pour le fer, sont souvent inférieurs en termes absolus par unité de métal livré lorsque les pièces sont de grande taille.
Du point de vue de l’empreinte opérationnelle, les fonderies de moulage en sable sont accessibles dans davantage de zones géographiques à l’échelle mondiale. Le moulage sous pression nécessite des machines-outils de précision pour la fabrication de matrices et de grandes machines de moulage qui représentent un investissement en capital important. Pour les fabricants des marchés en développement ou pour l'approvisionnement de la chaîne d'approvisionnement régionale, la capacité des fonderies de moulage en sable est beaucoup plus largement disponible, ce qui réduit les coûts logistiques et les risques liés à la chaîne d'approvisionnement.
Résumé : Choisir le moulage au sable plutôt que le moulage sous pression
La question de savoir si le moulage au sable est meilleur que le moulage sous pression n'a pas de réponse universelle unique, mais elle a une réponse claire pour la majorité des applications de moulage rencontrées dans la pratique industrielle et technique. Le moulage au sable est le meilleur choix lorsque :
- Les volumes de production sont inférieurs à 10 000 à 25 000 pièces par an pour des tailles de pièces typiques
- Le matériau requis est le fer, l'acier, l'acier inoxydable, l'alliage de cuivre ou tout autre métal ferreux.
- La taille ou le poids de la pièce dépasse ce que les machines de moulage sous pression peuvent physiquement supporter
- Une itération de conception est probable et les coûts de modification des outils doivent rester faibles
- Une géométrie interne, des noyaux ou des passages complexes sont requis
- Un traitement thermique de la pièce moulée finale est nécessaire pour obtenir toutes les propriétés mécaniques
- La livraison rapide des premiers articles ou prototypes est une priorité
- Les pièces de rechange pour les équipements existants ou personnalisés doivent être reproduites
Le moulage sous pression gagne sa place dans la fabrication de produits de grande consommation et automobile où les pièces en aluminium et en zinc doivent être produites rapidement, avec une excellente finition de surface, au coût unitaire le plus bas possible. Mais le moulage au sable couvre un éventail bien plus large de besoins d'ingénierie, gère une plus grande variété de matériaux, s'étend du prototype unique à des milliers de pièces et reste rentable dans les scénarios où les aspects économiques du moulage sous pression ne fonctionnent tout simplement pas. Pour tout ingénieur ou professionnel des achats évaluant les options de processus de moulage, le moulage au sable devrait être le point de départ et la charge de la justification devrait consister à s'en éloigner, et non à le choisir.