Maison / Nouvelles / Actualités de l'industrie / Quelles sont les deux méthodes de base du moulage sous pression ?
Les deux méthodes de base du moulage sous pression : chambre chaude et chambre froide
Les deux méthodes de base du moulage sous pression sont moulage sous pression en chambre chaude et moulage sous pression en chambre froide . Ces deux processus partagent le même objectif fondamental – forcer le métal en fusion dans une matrice en acier trempé sous haute pression pour produire des pièces précises et reproductibles – mais ils diffèrent considérablement dans la manière dont le métal est fondu, manipulé et injecté. Choisir la mauvaise méthode pour votre alliage ou la géométrie de votre pièce peut entraîner un remplissage médiocre, une porosité excessive, une usure prématurée de la matrice et des taux de rebut coûteux. Comprendre ce qui sépare ces deux méthodes est le point de départ de toute décision sérieuse en matière de moulage sous pression.
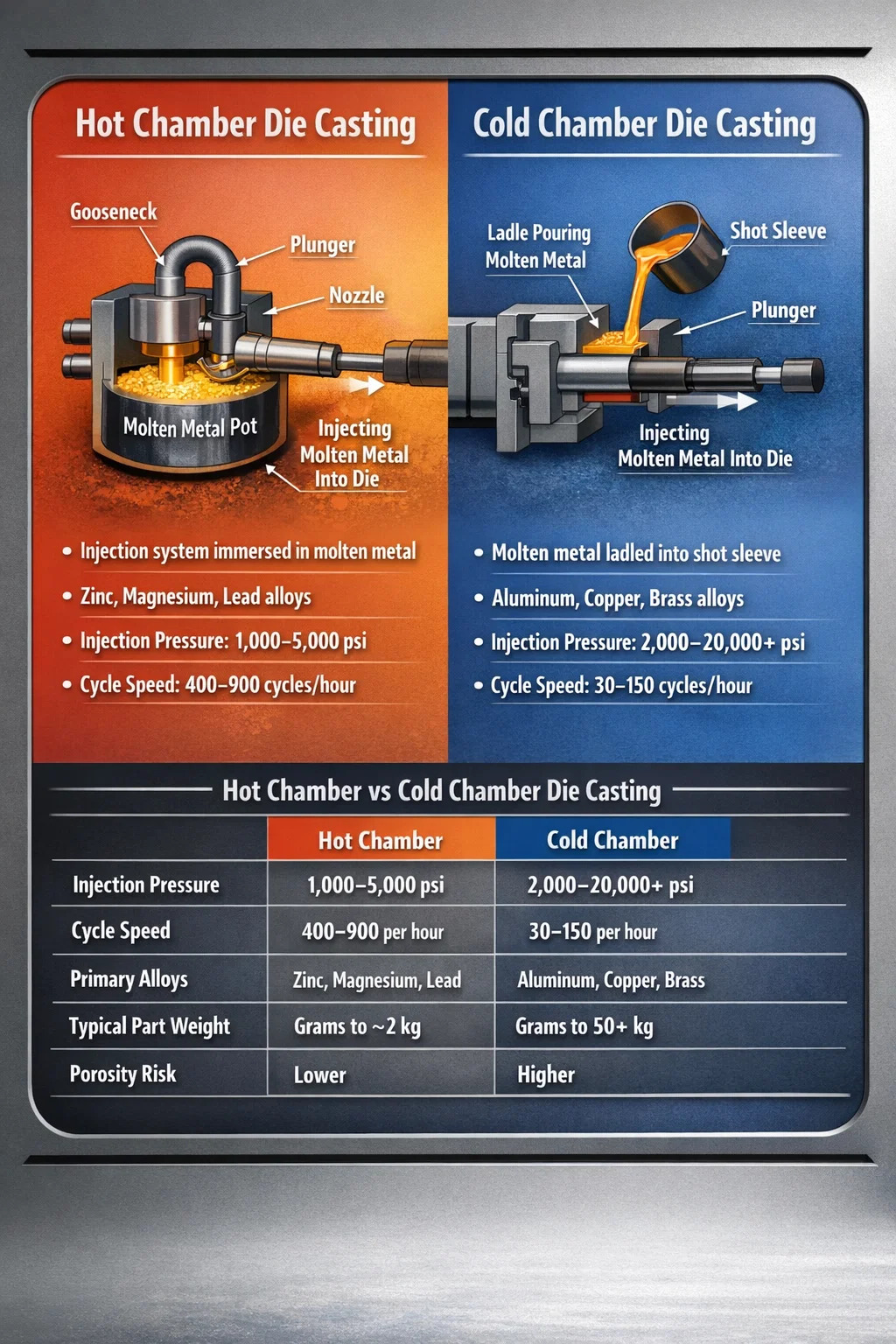
En chambre chaude moulage sous pression , le mécanisme d'injection est immergé directement dans le bain de métal en fusion. La machine aspire automatiquement le métal dans le cylindre et l’injecte dans la matrice selon un cycle continu et rapide. Dans le moulage sous pression en chambre froide, le métal est fondu dans un four séparé puis versé à la louche – manuellement ou automatiquement – dans un manchon de grenaille avant chaque cycle d'injection. Chaque méthode comporte des alliages spécifiques qu'elle gère bien, des plages de pression spécifiques dans lesquelles elle fonctionne et des volumes de production spécifiques là où cela est rentable.
Coulée sous pression en chambre chaude : comment fonctionne le processus
Le moulage sous pression en chambre chaude – parfois appelé moulage en col de cygne – maintient le système d’injection immergé en permanence dans un pot de métal en fusion. Les composants principaux sont un canal métallique en forme de col de cygne, un piston et une buse qui repose directement contre la matrice. Lorsque le piston se rétracte, le métal en fusion s'écoule via un orifice jusqu'au col de cygne. Lorsque le piston avance, il ferme l'orifice et force le métal à travers la buse et dans la cavité de la matrice à des pressions allant généralement de 1 000 à 5 000 psi (7 à 35 MPa) .
Comme le métal ne quitte jamais le système chauffé entre les tirs, le cycle est extrêmement rapide. Les machines à chambre chaude atteignent régulièrement 400 à 900 cycles par heure pour les petites pièces, ce qui les rend bien adaptés à la production en grand volume de composants tels que des connecteurs électriques, des boîtiers de carburateur, du matériel de verrouillage et des pièces de jouets. L'élimination de l'étape de coulée séparée réduit à la fois le temps de cycle et le risque de variation de température entre les tirs.
Alliages compatibles avec la coulée en chambre chaude
Le moulage sous pression en chambre chaude est limité aux alliages à bas point de fusion qui n'attaquent pas ou ne dissolvent pas les composants en fer et en acier du système d'injection. Les matériaux les plus courants sont :
- Alliages de zinc (Zamak 2, 3, 5, 7) — de loin les plus utilisés, avec des points de fusion autour de 380-420°C
- Alliages de magnésium (AZ91D, AM60) — de plus en plus utilisés dans les systèmes à chambre chaude avec des conceptions de machines spécialisées
- Alliages de plomb et d'étain — utilisés dans des applications spécialisées à faible volume
L'aluminium, le cuivre et le laiton ne peuvent pas être traités dans des machines à chambre chaude. Leurs températures de fusion plus élevées – l’aluminium fond autour de 660 °C, le laiton autour de 900 °C – dissoudraient rapidement les composants à base de fer du col de cygne et du piston, détruisant la machine et contaminant la matière fondue en quelques heures de fonctionnement.
Tonnage de la machine et taille des pièces dans les opérations en chambre chaude
Les machines à chambre chaude sont généralement disponibles dans des forces de serrage de moins de 5 tonnes jusqu'à environ 900 tonnes , bien que la majorité des travaux en chambre chaude soient effectués sur des machines de 5 à 400 tonnes. Le poids des pièces moulées en zinc varie généralement de quelques grammes à environ 2 kg, bien que des pièces plus lourdes soient possibles sur des machines plus grandes. Les parois minces que l'on peut obtenir avec du zinc (généralement jusqu'à 0,5 mm dans les outils de précision) font du moulage en chambre chaude le processus de prédilection pour les composants miniaturisés et détaillés.
Coulée sous pression en chambre froide : comment fonctionne le processus
Le moulage sous pression en chambre froide sépare entièrement le four de fusion du système d’injection. Le métal est fondu dans un four de maintien externe, puis transféré — par poche manuelle, poche automatique ou pompe électromagnétique — dans un manchon de grenaille horizontal ou vertical. Une fois que le volume correct de métal est dans le manchon, le piston d'injection avance et force le métal dans la filière à des pressions nettement supérieures à celles des équipements à chambre chaude : généralement 2 000 à 20 000 psi (14 à 140 MPa) , certaines opérations à haute pression dépassant cette plage pour les pièces en aluminium à paroi mince.
La séparation du four de la machine signifie que les composants d'injection ne sont pas continuellement exposés au métal en fusion. Ils ne sont exposés que pendant le bref instant du tir, ce qui permet l'utilisation de métaux qui détruiraient un système de chambre chaude. Le compromis est un temps de cycle plus lent — la plupart des opérations en chambre froide fonctionnent à 30 à 150 tirs par heure en fonction du poids de la pièce, de l'épaisseur de la paroi et de l'alliage — et des étapes de processus supplémentaires qui peuvent introduire des variations de température si elles ne sont pas soigneusement contrôlées.
Alliages utilisés dans le moulage sous pression en chambre froide
Le moulage sous pression en chambre froide permet de traiter une large gamme d'alliages avec des températures de fusion plus élevées, notamment :
- Alliages d'aluminium (A380, A383, A360, ADC12) — le matériau dominant dans le travail en chambre froide, utilisé dans l'automobile, l'aérospatiale et l'électronique grand public
- Alliages de cuivre et laiton — utilisé pour les composants de plomberie, les connecteurs électriques et le matériel marin où la résistance à la corrosion et la résistance sont importantes
- Alliages de magnésium (AZ91D, AM50) — de plus en plus courant dans les chambres froides pour les grandes pièces structurelles, bien que le magnésium puisse également être traité dans les systèmes à chambre chaude
- Tombac de silicium et alliages spéciaux à base de cuivre — utilisé dans des applications de précision de niche
L'alliage d'aluminium A380 est l'alliage de moulage sous pression le plus utilisé au monde et la quasi-totalité est traitée dans des machines à chambre froide. Il offre une excellente combinaison de coulabilité, de résistance mécanique (résistance à la traction d'environ 317 MPa), de résistance à la corrosion et de coût, c'est pourquoi il domine le moulage structurel automobile, les dissipateurs thermiques et les carters de moteur.
Tonnage de la machine et échelle des pièces
Les machines à chambre froide sont beaucoup plus grandes que les équipements à chambre chaude. Les forces de serrage varient d'environ 150 tonnes jusqu'à 6 000 tonnes ou plus pour les méga-machines de coulée désormais utilisées dans les applications de gigacasting automobile. Une presse à chambre froide de 4 000 tonnes utilisée par un constructeur automobile peut produire une section complète de soubassement arrière d’un véhicule – une seule pièce moulée en aluminium qui remplace plus de 70 pièces en acier embouties et soudées – en une seule fois. Tesla a popularisé cette approche avec sa technologie Giga Press, et cette approche a depuis été adoptée par plusieurs constructeurs OEM dans le monde.
Comparaison directe : moulage sous pression en chambre chaude et en chambre froide
Le tableau ci-dessous résume les différences critiques entre les deux méthodes de moulage sous pression pour les paramètres les plus importants dans la planification de la production :
| Paramètre | Chambre chaude | Chambre froide |
|---|---|---|
| Pression d'injection | 1 000 à 5 000 psi | 2 000 à 20 000 psi |
| Vitesse de cycle | 400 à 900 cycles/heure | 30 à 150 cycles/heure |
| Alliages primaires | Zinc, magnésium, plomb | Aluminium, cuivre, laiton, magnésium |
| Gamme de tonnage des machines | 5 à 900 tonnes | 150 à 6 000 tonnes |
| Exposition à la température du métal à la machine | Continu | Par prise de vue uniquement |
| Poids typique des pièces | Grammes à ~2 kg | Grammes à 50 kg |
| Risque de porosité | Inférieur (moins de possibilités d’entraînement d’air) | Plus élevé (nécessite un contrôle minutieux du profil de tir) |
| Coût de l'outillage | Faible à modéré | Modéré à élevé |
Considérations sur la conception des matrices qui diffèrent entre les deux méthodes
La matrice elle-même – le moule en acier à outils H13 trempé dans lequel le métal en fusion est forcé – est conceptuellement similaire dans les deux processus, mais les exigences techniques diffèrent en fonction des pressions impliquées et des charges thermiques appliquées.
Conception de portail et systèmes de glissières
En chambre chaude dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 à 50 m/s .
Les matrices à chambre froide pour l'aluminium nécessitent une géométrie soignée des canaux pour gérer la viscosité plus élevée de l'aluminium à la température de coulée et le risque de solidification prématurée pendant le remplissage. Les vitesses de déclenchement pour l'aluminium ciblent généralement 40 à 60 m/s , et le profil de la grenaille (phase lente, phase rapide et pression d'intensification) doit être programmé avec précision pour éviter le remplissage turbulent, qui est le principal facteur de porosité dans les pièces moulées en aluminium.
Gestion thermique et durée de vie des matrices
Les deux types de matrices s'appuient sur des canaux de refroidissement internes à l'eau ou à l'huile pour gérer la chaleur, mais les matrices en aluminium à chambre froide sont confrontées à un choc thermique plus élevé en raison du plus grand différentiel de température entre l'aluminium fondu (~ 680 °C au moment de la coulée) et la température de la surface de la matrice (généralement maintenue entre 180 et 260 °C). Ce cycle thermique est le principal moteur du contrôle thermique – le réseau de fines fissures superficielles qui finissent par dégrader la qualité de la surface de la matrice. Les matrices H13 à chambre froide pour l'aluminium ont généralement une durée de vie de 100 000 à 300 000 tirs , tandis que les matrices de zinc à chambre chaude peuvent fonctionner jusqu'à 1 million de clichés ou plus avant de nécessiter des retouches importantes.
Porosité : le principal défi de la qualité dans les deux méthodes
La porosité (vides dans la pièce moulée causés par des gaz emprisonnés ou un retrait) est le problème de défaut dominant dans le moulage sous pression, quelle que soit la méthode utilisée, mais ses causes et ses solutions diffèrent entre les procédés en chambre chaude et froide.
En chambre chaude die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Dans le moulage sous pression en chambre froide, le manchon ouvert est la principale source d’entraînement d’air. Au fur et à mesure que le piston avance, il doit pousser en avant du métal une boule d'air contenue dans le manchon. Vitesse de tir lente appropriée - généralement 0,1 à 0,5 m/s pendant la première phase – permet à une vague de métal de se former et de pousser l’air vers les puits de trop-plein et les évents avant le début de l’injection rapide. Une erreur de ce point de transition, même de quelques millimètres de course du piston, peut entraîner des niveaux de porosité de 10 à 20 % plus élevés dans la pièce finie. Le moulage sous pression assisté par vide, qui évacue la cavité de la matrice et le manchon de grenaille avant l'injection, peut réduire la porosité des pièces en aluminium en chambre froide à des niveaux permettant le traitement thermique et le soudage structurel – des capacités impossibles avec les pièces moulées sous pression en aluminium de manière conventionnelle.
Quand choisir le moulage sous pression en chambre chaude
Le moulage sous pression en chambre chaude est le bon choix lorsque les conditions suivantes s'appliquent :
- Le matériau de la pièce est du zinc, du magnésium ou un autre alliage à bas point de fusion compatible avec le système col de cygne
- Les volumes de production sont élevés – généralement supérieurs à 50 000 à 100 000 pièces par an pour justifier un investissement en outillage
- Le poids des pièces est relativement faible, généralement inférieur à 1 à 2 kg pour le zinc
- La précision dimensionnelle est essentielle : le zinc moulé sous pression atteint régulièrement des tolérances de ±0,05 mm sur les caractéristiques critiques sans usinage secondaire.
- Des parois minces sont nécessaires : le zinc peut être coulé à des épaisseurs de paroi inférieures à 0,5 mm grâce à un outillage optimisé.
- La qualité de la finition de surface est une priorité : les pièces moulées en zinc ont une excellente surface telle que coulée, adaptée au placage direct ou à la peinture sans préparation approfondie.
Les industries courantes utilisant le moulage sous pression en chambre chaude comprennent l'électronique grand public (connecteurs, supports, charnières), l'automobile (corps de serrure, composants du système de carburant, boîtiers de capteurs), la quincaillerie (poignées de porte, ferrures de meubles), ainsi que les jouets et articles de fantaisie.
Quand choisir le moulage sous pression en chambre froide
Le moulage sous pression en chambre froide est le procédé approprié lorsque :
- L'alliage est de l'aluminium, du cuivre, du laiton ou un matériau à point de fusion élevé incompatible avec les équipements à chambre chaude
- La taille et le poids des pièces dépassent les limites pratiques des équipements à chambre chaude
- Des performances structurelles sont requises : les pièces moulées sous pression en aluminium offrent un rapport résistance/poids nettement supérieur à celui du zinc pour les applications porteuses.
- La résistance à la corrosion dans les environnements difficiles est nécessaire : la couche d'oxyde naturel de l'aluminium offre une protection que les alliages de zinc dans certains environnements ne peuvent égaler sans revêtement.
- L'application concerne les groupes motopropulseurs automobiles, les supports aérospatiaux ou les équipements industriels où la combinaison de légèreté et d'intégrité structurelle justifie le coût plus élevé de l'outillage et de la machine.
Les principales applications de moulage sous pression en chambre froide comprennent les carters de transmission automobile, les blocs moteurs, les boîtiers de batteries de véhicules électriques, les châssis de serveurs informatiques, les corps de vannes hydrauliques et les composants de moteurs hors-bord marins. Le marché mondial du moulage sous pression d'aluminium à lui seul était évalué à plus de 50 milliards de dollars en 2023 , reflétant la domination du moulage d'aluminium en chambre froide dans la fabrication moderne.
Structure des coûts : outillage, temps machine et économie par pièce
La rentabilité du moulage sous pression dépend fortement de la méthode utilisée, car les deux procédés ont des profils de coûts très différents.
Coûts d'outillage
Quelle que soit la méthode utilisée, les outils de moulage sous pression sont coûteux, car les matrices doivent résister à des millions de cycles de pression dans un environnement abrasif et thermiquement exigeant. Les matrices en zinc à chambre chaude pour pièces moyennement complexes coûtent généralement entre 15 000 $ et 80 000 $ . Les matrices en aluminium à chambre froide pour une complexité comparable coûtent souvent plus cher 30 000 $ à 150 000 $ ou plus — parce que les pressions d'injection plus élevées nécessitent une construction de matrice plus robuste et une ingénierie de circuit de refroidissement plus complexe. Les grandes matrices structurelles à chambre froide pour les applications automobiles peuvent fonctionner jusqu'à 500 000 $ ou plus .
Coût par pièce et volume d'équilibre
Étant donné que le moulage sous pression entraîne des coûts fixes élevés (outillage, configuration) et des coûts variables par pièce relativement faibles (métal, temps machine, main-d'œuvre), les deux méthodes sont les plus économiques pour des volumes élevés. Le seuil de rentabilité — où le moulage sous pression devient moins cher que des alternatives comme le moulage en sable, le moulage de précision ou l'usinage à partir de billettes — varie en fonction de la complexité de la pièce, mais est généralement atteint quelque part entre 10 000 et 50 000 pièces pour le zinc à chambre chaude et 20 000 et 100 000 pièces pour l'aluminium en chambre froide, en fonction de la taille de la pièce et de la complexité des caractéristiques.
Le coût des matériaux est un autre différenciateur. L'alliage de zinc (Zamak 3) coûte environ 2,00 $ à 2,50 $ par kg au prix typique d’un contrat industriel. L'alliage d'aluminium A380 est plus proche de 2,50 $ à 3,50 $ par kg , mais la densité plus faible de l'aluminium (2,7 g/cm³ contre 6,6 g/cm³ pour le zinc) signifie que pour un volume de pièce donné, une pièce moulée en aluminium utilise beaucoup moins de métal en poids, compensant en partie la différence de prix.
Variations émergentes sur les méthodes de moulage sous pression à deux noyaux
Bien que la chambre chaude et la chambre froide restent les deux méthodes fondamentales de moulage sous pression, plusieurs variantes de processus ont été développées pour répondre aux limitations spécifiques de chacune.
Coulée sous vide
Appliqué aux deux méthodes mais particulièrement important pour l'aluminium en chambre froide, le moulage sous pression sous vide évacue la cavité de la matrice et le manchon de grenaille avant l'injection, réduisant ainsi la porosité du gaz à des niveaux permettant le traitement thermique T5 et T6. Cela rend les pièces moulées structurelles en aluminium soudables et adaptées aux applications critiques pour la sécurité telles que les structures de collision automobile et les composants de suspension. Les machines à chambre froide assistées par vide augmentent les coûts et la complexité, mais peuvent réduire les taux de rebut en 30 à 50% dans les applications sensibles à la porosité.
Coulée sous pression semi-solide (thixocasting et rhéocasting)
Les procédés de coulée de métal semi-solide – thixocasting et rhéocasting – injectent le métal dans un état semi-solide, semblable à une suspension, plutôt que complètement fondu. Cela réduit considérablement la porosité, car le métal ne transporte pas de gaz dissous de la même manière qu'un métal entièrement liquide, et le motif de remplissage non turbulent emprisonne beaucoup moins d'air. Les processus semi-solides sont construits autour de plates-formes de machines à chambre froide, mais utilisent des profils de grenaille modifiés et une préparation spécialisée des billettes. Le résultat est des pièces moulées dont les propriétés mécaniques se rapprochent de celles des pièces forgées. Les pièces en aluminium moulé A356 atteignent des résistances à la traction supérieures 310 MPa avec un allongement de 10 % ou plus — nettement meilleur que les pièces moulées A380 en chambre froide conventionnelle.
Coulée par compression
Le moulage sous pression – parfois classé comme une troisième catégorie de moulage sous pression – combine les principes du moulage sous pression et du forgeage. Le métal est coulé dans une matrice ouverte, puis un poinçon applique une pression de 50 à 150 MPa à mesure que le métal se solidifie, éliminant entièrement la porosité de retrait. Le processus utilise des plates-formes de machines à chambre froide et produit des pièces avec une porosité proche de zéro et d'excellentes propriétés mécaniques, mais il est plus lent et plus coûteux que le moulage en chambre froide conventionnel. Il est utilisé pour les composants aérospatiaux, les étriers de frein automobiles et d’autres applications à fortes contraintes.
Comment sélectionner la bonne méthode de moulage sous pression pour votre pièce
La sélection du processus de moulage sous pression approprié commence par l'alliage, car celui-ci n'est pas négociable dans la plupart des conceptions. Si les exigences techniques nécessitent de l'aluminium (pour son poids, sa résistance ou ses performances thermiques), la chambre froide est la seule option pratique en matière de moulage sous pression. Si le zinc est acceptable ou préféré pour sa précision, sa capacité à réaliser des parois minces et sa compatibilité avec le placage, la chambre chaude devient la voie la plus rapide et la moins coûteuse.
Après la sélection de l'alliage, les questions suivantes aident à affiner la décision :
- Quel est le volume annuel ? Les deux méthodes nécessitent du volume pour être économiques, mais l’aluminium en chambre froide nécessite plus de volume pour compenser les coûts d’outillage plus élevés.
- Quel est le poids de la pièce et le poids projeté du tir ? Les pièces de plus de 2 kg en zinc sont inhabituelles ; les pièces de plus de 5 kg en aluminium peuvent nécessiter de très grandes machines à chambre froide.
- Des caractéristiques sensibles à la porosité sont-elles présentes ? Les passages hydrauliques étanches à la pression ou les nœuds structurels qui seront soudés nécessitent une chambre froide assistée par vide ou un traitement semi-solide.
- Quelle finition de surface est requise ? Les pièces moulées en chambre chaude en zinc acceptent directement la galvanoplastie ; les pièces moulées en aluminium pour chambre froide sont généralement revêtues de poudre, anodisées ou laissées nues.
- Quel est l’environnement opérationnel ? Des températures élevées supérieures à 150°C disqualifient les alliages de zinc en raison de la perte de résistance ; l'aluminium se comporte bien à 200-250°C selon l'alliage.
Travailler sur ces questions avec une fonderie de moulage sous pression pendant la phase de conception – avant que l'outillage ne soit engagé – est le moyen le plus fiable d'arriver au processus adapté à votre application. L'examen de la conception pour la fabrication (DFM) par un ingénieur de moulage sous pression expérimenté peut identifier les angles de dépouille, les transitions d'épaisseur de paroi et les positions des lignes de joint qui affectent le type de machine et la méthode d'injection qui fourniront le taux de rebut le plus bas et la durée de vie de la matrice la plus longue pour la géométrie spécifique de votre pièce.