
Maison / Nouvelles / Actualités de l'industrie / Pièces usinées en aluminium vs fonderie : tolérance, coût et alliages
Les pièces usinées en aluminium surpassent le moulage en aluminium lorsque la tolérance et l'intégrité structurelle comptent le plus
La réponse courte : choisissez pièces usinées en aluminium chaque fois qu'un composant nécessite des tolérances dimensionnelles serrées (généralement ±0,01 mm à ±0,05 mm), une microstructure entièrement dense et exempte de porosité, ou un volume de production faible à moyen où le coût d'outillage ne peut pas être justifié. Choisissez moulage d'aluminium lorsque la géométrie est complexe, la taille du tirage est grande (souvent 10 000 unités) et une précision dimensionnelle légèrement inférieure est acceptable. Aucun des deux processus n'est universellement « meilleur » : ils résolvent différents problèmes d'ingénierie, et les chaînes d'approvisionnement les plus solides combinent en fait les deux, en usinant des surfaces de contact critiques sur une ébauche moulée.
Cet article décrit les différences réelles entre l'usinage soustractif et le moulage, les alliages privilégiés par chaque processus, les tolérances auxquelles vous pouvez raisonnablement vous attendre et la manière dont les acheteurs prennent réellement la décision de compromis sur les commandes de production réelles en 2026.
Comment les pièces usinées en aluminium sont réellement produites
Les pièces usinées en aluminium commencent leur vie sous la forme d'un matériau forgé (barre, plaque ou extrusion) qui présente déjà une structure de grain cohérente et sans vide issue du laminage ou de l'extrusion. Une fraiseuse ou un tour CNC enlève ensuite la matière par passes contrôlées jusqu'à ce que la géométrie finale émerge. Il n’y a aucune étape de fusion, aucun retrait à compenser et aucun risque de formation de poches de gaz emprisonnées à l’intérieur de la pièce.
Séquence de production typique
- Sélection du stock brut et découpe à une taille brute
- Programmation FAO à partir du modèle 3D, y compris simulation de trajectoire d'outil
- Fraisage grossier ou tournage pour éliminer rapidement les matériaux en vrac
- Passes de semi-finition pour rapprocher la pièce de la dimension finale
- Finition des passes à des vitesses d'avance plus lentes pour les surfaces à tolérances serrées
- Ébavurage, nettoyage et contrôle dimensionnel
- Traitement de surface en option (anodisation, passivation, microbillage)
Un centre d'usinage à 5 axes peut conserver une orientation de pièce unique dans la plupart des opérations, ce qui réduit les erreurs de montage et raccourcit le temps de cycle sur les pièces présentant des caractéristiques angulaires – ce qu'une fraiseuse à 3 axes nécessiterait plusieurs configurations pour réaliser.
Pièces usinées et fonderie d'aluminium : une comparaison directe
Les acheteurs demandent fréquemment si une pièce « doit » être coulée ou usinée avant qu’un seul dessin n’existe. Le tableau ci-dessous présente les différences pratiques qui motivent réellement cette décision dans un atelier de production, plutôt que les différences théoriques.
| Facteur | Pièces usinées en aluminium | Moulage d'aluminium |
|---|---|---|
| Tolérance typique | ±0,01 mm à ±0,05 mm | ±0,2 mm à ±0,5 mm (tel que moulé) |
| Risque de porosité interne | Aucun (corps forgé) | Présent, surtout dans les sections épaisses |
| Investissement en outillage | Faible (luminaires uniquement) | Élevé (matrices ou moules) |
| Meilleur volume de commande | Prototypes à mi-volume | Volume moyen à élevé |
| Liberté géométrique | Limité par l'accès aux outils | Cavités internes complexes possibles |
| Résistance mécanique | Débit de grain plus élevé et uniforme | Inférieur sauf traitement thermique |
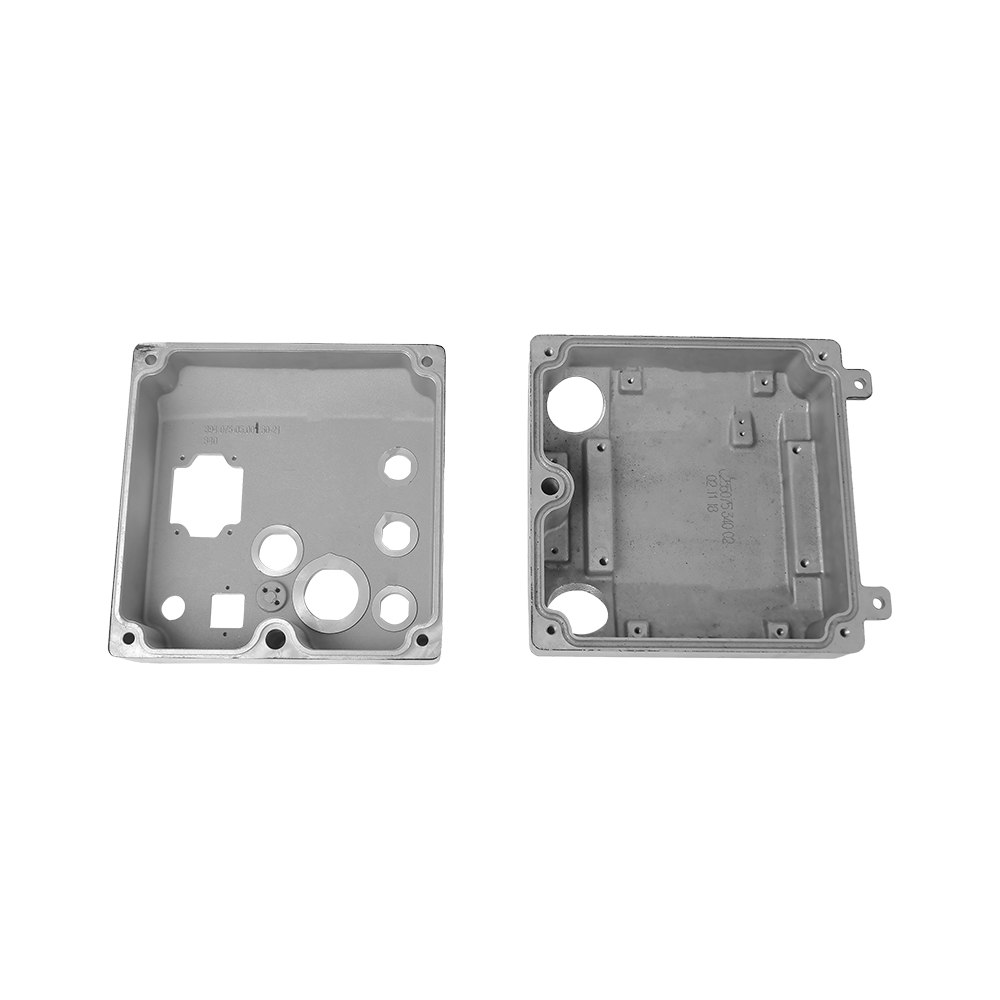
En pratique, de nombreux programmes de production utilisent les deux processus ensemble : un moulage d'aluminium forme la forme brute du boîtier de manière économique, et l'usinage termine ensuite les alésages de roulement, les faces de montage et les trous filetés qui nécessitent une précision que la surface telle que moulée ne peut pas offrir.
Sélection des alliages : ce qui se passe réellement sur la table des machines
Toutes les nuances d'aluminium ne s'usinent pas de la même manière et l'alliage choisi en amont détermine la vitesse de coupe, l'usure des outils et la résistance finale de la pièce.
Alliages courants et leur comportement en usinage
| Alliage | Indice d'usinabilité | Utilisation typique |
|---|---|---|
| 6061-T6 | Bien | Supports structurels généraux, boîtiers |
| 6082-T6 | Bien | Châssis porteurs, carters de boîte de vitesses |
| 7075-T6 | Foire | Raccords aérospatiaux, pièces à fortes contraintes |
| 2024-T3 | Foire | Éléments structurels critiques en fatigue |
| 5052-H32 | Excellent | Plaques usinées dérivées de la tôle |
Le 7075 offre le rapport résistance/poids le plus élevé de cette liste, mais génère plus de chaleur et d'usure des outils pendant la coupe, c'est pourquoi les ateliers traitant de gros volumes de pièces 7075 privilégient les outils en carbure revêtu et des vitesses d'avance de broche inférieures à celles qu'ils utiliseraient sur le 6061.
Tolérance, état de surface et ce que signifie réellement la « précision »
Le mot « précision » est utilisé de manière vague dans le marketing des fournisseurs, il permet donc de l'ancrer sur des chiffres réels. Une fraiseuse à 3 axes à usage général fonctionnant avec un outillage standard sur aluminium 6061 tient confortablement ±0,05 mm sur une pièce de taille moyenne. Le passage à un centre rigide à 5 axes avec un liquide de refroidissement à température contrôlée et un palpage calibré peut ramener cela à ±0,01mm sur les caractéristiques critiques, qui constituent la plage requise par la plupart des sièges de roulement et des surfaces d'étanchéité de précision.
Options de finition de surface après usinage
- Finition telle qu'usinée (Ra 1,6–3,2 μm) — standard pour les surfaces internes non esthétiques
- Microbillage : texture mate uniforme, masque les marques d'outils
- Anodisation transparente ou colorée de type II : résistance à la corrosion et options de couleur
- Anodisation dure de type III — résistance à l'usure pour les assemblages coulissants ou mobiles
- Polissage : finition miroir ou satinée pour les pièces visibles destinées au consommateur
Les pièces moulées, en revanche, héritent directement de la texture du moule ou de la surface de la matrice. Pour obtenir la même qualité de surface sur une pièce moulée, il faut généralement effectuer une passe d'usinage secondaire uniquement sur les surfaces fonctionnelles, ce qui correspond exactement au flux de travail hybride mentionné précédemment.

Où les pièces usinées en aluminium apparaissent dans les produits réels
Les applications ci-dessous reflètent les cas où les avantages de l'usinage en matière de tolérance et de résistance justifient réellement le coût unitaire plus élevé par rapport au moulage.
Domaines d'application communs
- Articulations robotiques et étapes de mouvement de précision nécessitant un positionnement reproductible
- Supports de montage optiques et caméras où la tolérance d'alignement est critique
- Raccords aérospatiaux et connecteurs structurels sous charge de fatigue
- Composants d'équipements semi-conducteurs nécessitant des faces d'étanchéité étanches au vide
- Boîtiers de dispositifs médicaux nécessitant des surfaces reproductibles et sans contamination
- Pièces de prototypes automobiles personnalisées avant la mise en service d'une matrice de moulage
Il est courant qu'un nouveau produit soit lancé avec des pièces entièrement usinées pendant le prototypage et les premiers cycles de production, puis passe à des ébauches coulées avec un usinage léger une fois que le volume augmente suffisamment pour amortir le coût de l'outillage - une tendance constante dans les chaînes d'approvisionnement d'équipements industriels et d'électronique grand public.
Comparaison des coûts : économie par unité de l'usinage par rapport au moulage
L'usinage n'entraîne aucun coût d'outillage initial, mais le prix unitaire reste relativement stable quel que soit le volume puisque chaque pièce consomme toujours le même temps machine. Le moulage nécessite un investissement initial dans une matrice ou un moule, mais le coût unitaire diminue fortement une fois cet investissement réparti sur des milliers d'unités.
Comportement d'équilibre
Pour une tranche typique de complexité moyenne, l'usinage a tendance à rester l'option de coût total la plus faible, inférieure à environ 500 à 2 000 unités, en fonction de la complexité de la pièce et du temps de cycle. Au-dessus de ce volume, l'aluminium moulé sous pression avec un usinage léger sur les faces critiques devient généralement plus économique, car le coût de la matrice est amorti et les temps de cycle par pièce sont beaucoup plus courts qu'un programme CNC complet.
L'utilisation des matériaux est un autre facteur négligé par les acheteurs : l'usinage d'une pièce à partir d'une barre pleine peut laisser 50 % à 80 % du stock d’origine sous forme de ferraille , tandis que le moulage quasi net façonne la pièce et génère beaucoup moins de déchets – bien que les déchets d'aluminium soient facilement recyclables, cela affecte donc davantage les coûts que les résultats en matière de durabilité.
Contrôles de qualité que les acheteurs devraient demander
Avant d'accepter un lot de pièces usinées en aluminium, un acheteur doit confirmer que le fournisseur effectue les contrôles suivants, car ceux-ci reflètent directement si les tolérances indiquées ont été réellement respectées en atelier plutôt que uniquement sur le dessin.
- Rapport d'inspection du premier article (FAI) avec données dimensionnelles complètes par rapport au dessin
- Rapports CMM (machine à mesurer tridimensionnelle) pour les caractéristiques de tolérance critiques
- Tests de rugosité de surface sur surfaces fonctionnelles ou d'étanchéité
- Certification des matériaux traçable jusqu'au lot d'origine de l'usine
- Vérification de l'anodisation ou de l'épaisseur du revêtement lorsque le traitement de surface est spécifié
Demander ces documents dès le départ, avant le premier cycle de production plutôt qu'après une expédition rejetée, est le moyen le plus efficace d'éviter les litiges dimensionnels plus tard dans la relation.
Choisir entre l'aluminium usiné et l'aluminium moulé pour une nouvelle pièce
Une liste de contrôle de décision pratique qui reflète la manière dont les acheteurs expérimentés abordent réellement un nouveau numéro de pièce :
- L'exigence de tolérance est-elle inférieure à ±0,1 mm n'importe où sur la pièce ? Maigre usiné.
- Le volume annuel attendu est-il inférieur à environ 2 000 unités ? Maigre usiné.
- La pièce comporte-t-elle des cavités internes complexes dont l'usinage serait coûteux ? Lean casting ou hybride.
- La résistance à la fatigue sous charge cyclique est-elle un facteur de conception ? Alliage forgé usiné maigre.
- La pièce est-elle encore dans une phase de prototype nécessitant de nombreuses modifications de conception ? Usiné au plus juste, puisqu'aucune matrice ne doit être mise au rebut lorsque la conception change.
C'est exactement la raison pour laquelle de nombreux fabricants commandent de petits lots usinés pendant le développement et n'installent une matrice de moulage en aluminium qu'une fois que la conception s'est stabilisée après plusieurs cycles de révision.
Concevoir des pièces usinées en aluminium à moindre coût sans perte de précision
Le coût d’usinage dépend bien plus des choix de conception que ce à quoi s’attendent la plupart des acheteurs. Deux pièces ayant une fonction identique peuvent entraîner une différence de coût de 40 % simplement parce que l'une a été dessinée en pensant à l'usinage et l'autre non. Les principes de conception pour la fabrication (DFM) suivants réduisent systématiquement le temps de cycle et le taux de rebut des pièces en aluminium.
Rayons de coin au lieu de coins internes pointus
Une fraise en bout standard ne peut pas couper un véritable coin interne pointu - elle laisse toujours un rayon égal au rayon de l'outil. La spécification d'un petit rayon interne (généralement de 0,5 mm à 3 mm selon la taille de la pièce) qui correspond à un outil standard évite l'outillage personnalisé et les changements d'outils répétés, ce qui réduit considérablement le temps de cycle sur les pièces comportant de nombreuses poches.
Épaisseur de paroi et déflexion
Les fines parois en aluminium de moins de 1,5 mm peuvent fléchir sous l'effet de la force de coupe, produisant des marques de broutage et une dérive dimensionnelle, en particulier dans les états 6061 et plus doux. En gardant les parois structurelles au-dessus d'environ 2 mm, ou en ajoutant une sangle temporaire qui sera retirée lors d'une opération ultérieure, la pièce sera suffisamment rigide pour maintenir la tolérance tout au long de la séquence de découpe.
Rapports profondeur/diamètre du trou
Le forage standard reste efficace jusqu'à un rapport profondeur/diamètre d'environ 5:1. Au-delà, l'évacuation des copeaux devient difficile, la déviation de l'outil augmente et la rectitude en souffre. Les trous profonds et étroits au-delà de ce rapport nécessitent souvent des cycles de perçage au pistolet ou de perçage par débourrage, qui ajoutent tous deux du temps de machine et des coûts qu'un concepteur peut parfois éviter en raccourcissant le trou ou en augmentant son diamètre.
Réduire les configurations
Chaque fois qu'une pièce est desserrée et refixée, une petite quantité d'erreur de position est réintroduite et du temps machine est perdu pour le repositionnement. Concevoir des fonctionnalités de manière à ce que le plus grand nombre possible puisse être atteint à partir d'une seule orientation, ou à partir de faces opposées auxquelles une machine à 4ème ou 5 axes peut accéder sans réajustement manuel, permet de contrôler à la fois l'empilement des tolérances et les coûts.

Exigences spécifiques à l'industrie qui poussent les acheteurs vers l'usinage
Différentes industries évaluent différemment la décision entre l’usinage et le moulage en fonction de leurs propres pressions réglementaires et de performances.
Aéronautique et Défense
Les économies de poids se traduisent directement en carburant ou en capacité de charge utile, de sorte que les supports et raccords aérospatiaux sont presque toujours usinés à partir de pièces forgées 7075 ou 2024 plutôt que moulées, car la structure à grain entièrement dense offre une durée de vie prévisible sous des cycles de charge de vol répétés. Les exigences de traçabilité favorisent également les matériaux corroyés, puisque les certifications des usines suivent un seul lot continu plutôt qu'un bain de fusion pouvant mélanger plusieurs chaleurs.
Équipements pour semi-conducteurs et vide
Les chambres à vide et les composants de manipulation des plaquettes ne peuvent pas tolérer la microporosité courante dans les pièces moulées, car les poches de gaz piégées peuvent lentement se dégazer à l'intérieur d'un environnement sous vide et contaminer une chambre de traitement. Les pièces usinées 6061 ou 6082 avec une structure entièrement dense constituent le choix standard pour ces surfaces d'étanchéité.
Dispositifs médicaux
La propreté des surfaces et la répétabilité dimensionnelle de chaque unité d'un lot sont plus importantes que le coût des matières premières dans les applications médicales. Les pièces usinées offrent une finition de surface plus uniforme pour les boîtiers médicaux anodisés ou passivés, et l'absence de vides internes réduit le risque de contaminants piégés pendant les cycles de nettoyage.
Prototypage automobile et production en faible volume
Les programmes automobiles commandent fréquemment les premières centaines d'unités d'un nouveau support ou boîtier sous forme de pièces usinées tandis que le développement des matrices pour l'éventuelle version moulée est toujours en cours, ce qui permet de procéder aux tests des véhicules sans attendre un délai de plusieurs mois pour l'outillage.
Robotique et contrôle de mouvement
Le positionnement reproductible dans les articulations robotiques et les étapes de mouvement linéaire dépend de tolérances strictes et cohérentes sur chaque unité. L'aluminium usiné, maintenu entre ±0,01 mm et ±0,02 mm sur les alésages critiques et les faces de montage, offre aux ingénieurs en contrôle de mouvement une ligne de base prévisible que les tolérances telles que moulées ne peuvent égaler sans une passe de finition supplémentaire.
Défauts courants dans l’usinage de l’aluminium et comment des ateliers réputés les préviennent
Comprendre ce qui peut mal se passer aide un acheteur à poser des questions plus précises lors de la qualification des fournisseurs.
| Défaut | Cause typique | Méthode de prévention |
|---|---|---|
| Marques de bavardage | Rigidité insuffisante ou mauvaise vitesse de broche | Avances et vitesses optimisées, support de serrage supplémentaire |
| Dérive dimensionnelle sur un lot | Usure de l'outil non compensée entre les pièces | Palpage en cours de processus et mises à jour programmées du décalage d'outil |
| Bavures sur les bords | Outillage émoussé ou coupes de sortie agressives | Étape d'ébavurage dédiée, légendes de bord chanfreinées |
| Décoloration après anodisation | Composition d'alliage incohérente ou contamination de surface | Stock d'usine certifié, nettoyage minutieux avant anodisation |
| Dommages au fil | Tarauds usés ou taille de trou pilote incorrecte | Remplacement programmé du taraud, inspection du calibre de filetage |
Qualifier un fournisseur d'usinage : questions à se poser avant la première commande
Au-delà du prix et des délais de livraison, un petit ensemble de questions opérationnelles révèle si un fournisseur peut systématiquement respecter les tolérances indiquées sur un devis.
- Quelles plates-formes de machines exécutent le travail : 3 axes, 4 axes ou 5 axes simultanés ?
- La température de l'atelier est-elle contrôlée, et dans quelle plage ?
- Quelle MMT ou équipement de mesure optique est utilisé pour l’inspection finale ?
- Le fournisseur peut-il fournir des rapports d’inspection du premier article mappés aux légendes des dessins ?
- Quel est le taux typique de rebut ou de reprise sur des familles de pièces comparables ?
- L'anodisation, le placage ou le traitement thermique sont-ils effectués en interne ou en sous-traitance ?
- Comment la traçabilité des matériaux est-elle assurée depuis le certificat d'usine jusqu'à la pièce finie ?
Un fournisseur qui répond spécifiquement à ces questions, avec des chiffres réels plutôt que des assurances générales, est beaucoup plus susceptible de respecter les tolérances promises sur un devis une fois la production réellement lancée.
Considérations sur l’efficacité des matériaux et la recyclabilité
L'aluminium est aujourd'hui l'un des métaux techniques les plus recyclables en production, ce qui affecte à la fois l'économie de l'usinage et du moulage. Les copeaux d'usinage, bien qu'ils représentent une perte matérielle importante par rapport au stock de barres d'origine, sont facilement collectés et revendus comme déchets propres, car ils ne portent aucun revêtement ni contamination au-delà des résidus de liquide de coupe. L'aluminium recyclé ne nécessite qu'une fraction de l'énergie nécessaire pour produire de l'aluminium primaire à partir du minerai de bauxite. C'est pourquoi la plupart des ateliers d'usinage disposent de bacs de tri des déchets dédiés par type d'alliage afin de préserver la valeur de revente des copeaux collectés.
Les déchets de fonderie, y compris les glissières, les portes et les pièces rejetées, sont également recyclables, bien que le tri par alliage devienne plus important puisque les fonderies mélangent souvent plusieurs qualités d'aluminium pour différents travaux. Les acheteurs axés sur les rapports sur le développement durable demandent de plus en plus aux fournisseurs des taux de recyclage des déchets documentés dans le cadre du processus de qualification, parallèlement aux données plus traditionnelles sur la tolérance et les coûts.
Réalités des délais de livraison : à quoi s'attendre à chaque étape de production
Les délais de livraison attendus diffèrent considérablement entre une première commande de prototype et une série de production répétée établie.
| Scène | Délai de livraison typique | Pilote principal |
|---|---|---|
| Premier prototype (1 à 5 unités) | 3 à 7 jours ouvrables | Programmation et configuration des luminaires |
| Petit lot (10 à 200 unités) | 1 à 3 semaines | Capacité de la machine et étapes de finition |
| Répéter le cycle de production | 1 à 2 semaines | Disponibilité du matériel, position dans la file d'attente |
| Nouvelle matrice de moulage en aluminium | 8 à 16 semaines | Conception de matrices, fabrication, essais |
Ce décalage dans les délais de livraison est l'une des principales raisons pour lesquelles l'usinage reste le choix par défaut au début du développement de produits, même pour les pièces qui finiront par passer à moulage d'aluminium une fois que les volumes justifient l’investissement dans la matrice et les deux à quatre mois supplémentaires de délai d’outillage.
Foire aux questions
L'aluminium usiné CNC est-il plus résistant que l'aluminium moulé ?
Généralement oui. L'aluminium corroyé utilisé pour l'usinage présente une structure de grain continue et directionnelle issue du laminage ou de l'extrusion, tandis que l'aluminium moulé peut contenir une porosité microscopique qui agit comme un point de concentration des contraintes. Pour les pièces soumises à des charges cycliques ou de fatigue, les alliages corroyés usinés surpassent généralement leurs équivalents tels que moulés, à moins que la pièce moulée ne soit traitée thermiquement et pressée isostatiquement à chaud pour fermer la porosité.
Combien coûte l’usinage de l’aluminium par rapport au moulage ?
L'usinage n'entraîne aucun coût d'outillage mais un prix unitaire relativement stable sur l'ensemble du volume. Le moulage nécessite un investissement dans la matrice (généralement un coût de cinq à six chiffres en fonction de la taille et de la complexité de la pièce), mais le prix unitaire diminue considérablement à mesure que les volumes sont plus élevés. Le point de croisement se situe généralement entre 500 et 2 000 unités pour les pièces de complexité moyenne, bien que cela varie selon la géométrie.
Quelle tolérance une machine CNC peut-elle réellement respecter sur l'aluminium ?
L'usinage standard à 3 axes sur l'aluminium 6061 maintient de manière fiable ±0,05 mm sur les tailles de caractéristiques courantes. Un équipement 5 axes haut de gamme avec un contrôle environnemental strict et un sondage en cours de processus peut atteindre ±0,01 mm sur les dimensions critiques, ce qui est le niveau requis pour les alésages de roulements et les faces d'étanchéité de précision.
Une seule pièce peut-elle combiner à la fois fonderie et usinage ?
Oui, et il s’agit d’une approche très courante dans la production de volumes moyens à élevés. La forme brute est coulée pour contrôler le coût du matériau et le temps de cycle, puis une machine CNC termine uniquement les caractéristiques critiques (faces de montage, alésages, trous filetés) pour lesquelles la tolérance de coulée n'est pas suffisante.
Quels alliages d'aluminium usinent le plus rapidement avec le moins d'usure des outils ?
Les alliages 6061 et 5052 sont généralement considérés comme les alliages les plus faciles à usiner, offrant un bon équilibre entre formation de copeaux, état de surface et durée de vie de l'outil. Les modèles 7075 et 2024 offrent une résistance plus élevée mais génèrent plus de chaleur et d'usure abrasive pendant la coupe, nécessitant généralement des vitesses d'avance plus lentes et des outils en carbure revêtus pour maintenir la durée de vie de l'outil.
L'anodisation modifie-t-elle les dimensions d'une pièce en aluminium usinée ?
Oui, légèrement. L'anodisation ajoute une couche d'oxyde à la surface, et environ la moitié de l'épaisseur de cette couche s'accumule vers l'extérieur de la surface d'origine. Pour les caractéristiques à tolérance serrée, les machinistes en tiennent généralement compte en usinant la pièce légèrement sous-dimensionnée avant l'anodisation afin que la dimension finale du revêtement soit conforme aux spécifications.
Pourquoi les pièces usinées en aluminium coûtent-elles plus cher à l’unité que les pièces moulées en grand volume ?
Le temps d'usinage évolue à peu près linéairement avec le nombre de pièces, puisque chaque unité nécessite toujours les mêmes opérations de découpe, quel que soit le nombre de pièces fabriquées auparavant. La coulée augmente son coût dans la matrice, de sorte qu'une fois cet investissement amorti sur une grande série, le coût marginal par pièce tombe bien en dessous de ce que l'usinage peut réaliser avec le même volume.
Les pièces usinées en aluminium peuvent-elles être soudées ?
Oui, la plupart des alliages corroyés utilisés pour l'usinage, notamment les 6061 et 5052, sont facilement soudables à l'aide des procédés TIG ou MIG. Les 7075 et 2024 sont plus difficiles à souder sans perte de résistance significative dans la zone affectée par la chaleur, c'est pourquoi les conceptions nécessitant des joints soudés dans les applications à haute résistance spécifient souvent à la place le 6061 ou un alliage soudable similaire.
Quelle est la quantité minimum de commande pour les pièces en aluminium usinées CNC ?
La plupart des ateliers d'usinage acceptent les commandes à partir d'un seul prototype, car aucun investissement en outillage n'est requis au-delà de la programmation et du montage. Il s’agit de l’un des avantages pratiques les plus évidents de l’usinage par rapport au moulage, où une quantité minimale de commande est souvent motivée par la nécessité de justifier le coût de la matrice plutôt que par un minimum technique.
Comment la taille des pièces affecte-t-elle la capacité de tolérance d’usinage ?
Les pièces plus grandes sont généralement plus difficiles à maintenir dans les mêmes tolérances strictes que les petites pièces, car la dilatation thermique, la planéité de la table de la machine et la rigidité des fixations deviennent toutes plus importantes sur une durée plus longue. Une caractéristique de précision sur une pièce de 50 mm est plus facile à maintenir à ±0,01 mm que la même caractéristique sur une pièce de 500 mm, où les variations thermiques et mécaniques sur la plus grande surface élargissent naturellement la bande de tolérance réalisable.
