
Maison / Nouvelles / Actualités de l'industrie / Projets de moulage d'aluminium : processus, alliages et guide de conception
Guide de moulage d'aluminium
Que sont Moulage d'aluminium Projets – et pourquoi ils dominent la fabrication moderne
Les projets de moulage d'aluminium couvrent tout, depuis les petites coulées d'arrière-cour d'amateurs jusqu'aux séries de production industrielle à grand volume pour les secteurs de l'aérospatiale et de l'automobile. La réponse courte : le moulage de l’aluminium est l’une des méthodes de travail des métaux les plus polyvalentes, les plus rentables et les plus évolutives disponibles aujourd’hui, et la gamme de projets viables – des sculptures de jardin ornementales aux blocs moteurs structurels – est véritablement énorme. Si vous évaluez si une approche de moulage d'aluminium convient à votre application, la réponse est presque toujours oui, à condition que vous choisissiez le processus de moulage adapté à votre géométrie, à vos exigences de tolérance et à votre volume de production.
La densité de l'aluminium se situe à environ 2,7 g/cm³ , soit moins d'un tiers de celle de l'acier, mais les alliages d'aluminium modernes atteignent des résistances à la traction supérieures à 500 MPa. Ce rapport résistance/poids est ce qui a poussé le moulage d’aluminium dans de nombreux secteurs exigeants. Le marché mondial de la fonderie d’aluminium était évalué à environ 67,5 milliards de dollars en 2023 et devrait dépasser 95 milliards de dollars d'ici 2030, selon les données publiées par Grand View Research – un taux de croissance annuel composé largement tiré par l'adoption des véhicules électriques (VE) et les mandats d'allègement dans les secteurs du transport.
Cet article couvre l'ensemble du paysage : les principaux processus de moulage, les meilleurs alliages d'aluminium pour des types de projets spécifiques, les règles de conception qui évitent les défauts, des exemples de projets réels avec des données de production, les techniques de finition et un aperçu honnête des attentes en matière de coûts et de délais. Que vous soyez un fabricant planifiant une première coulée en sable ou un ingénieur produit évaluant des outils de moulage sous pression, les informations ci-dessous sont organisées pour être immédiatement utiles.
Les cinq processus de moulage d'aluminium principaux - comparés côte à côte
Choisir le bon processus est la décision la plus importante dans tout projet de moulage d’aluminium. Chaque méthode offre un équilibre différent entre le coût de l'outillage, l'état de surface, la tolérance dimensionnelle, l'épaisseur de paroi minimale et la quantité de commande économique. Le tableau ci-dessous résume les compromis pratiques.
| Processus | Coût de l'outillage | Finition de surface (Ra) | Tolérance (typique) | Meilleure plage de volumes | Min. Épaisseur de paroi |
|---|---|---|---|---|---|
| Moulage au sable | Faible (500 $ à 5 000 $) | 12-25 µm | ±0,5–1,5 mm | 1 à 5 000 pièces | 3 à 5 mm |
| Moule permanent (matrice par gravité) | Moyen (5 000 $ à 30 000 $) | 3 à 6 µm | ±0,25–0,5 mm | 1 000 à 50 000 pièces | 2 à 3 mm |
| Moulage sous pression haute pression (HPDC) | Élevé (20 000 $ à 200 000 $) | 1 à 2 µm | ±0,05–0,15 mm | 10 000 à 1 000 000 de pièces | 0,8 à 1,5 mm |
| Moulage de précision (cire perdue) | Moyen-élevé (3 000 $ à 50 000 $) | 1,5 à 3 µm | ±0,1–0,25 mm | 100 à 20 000 pièces | 1 à 2 mm |
| Moulage de mousse perdue | Faible-Moyen (1 000 $ à 15 000 $) | 5 à 10 µm | ±0,3–0,8 mm | 500 à 30 000 pièces | 2 à 4 mm |
Coulée en sable : le point d'entrée pour les projets en aluminium personnalisés
Le moulage au sable reste la méthode de moulage de l'aluminium la plus accessible pour les travaux personnalisés, à faible volume ou sur prototype. Du sable vert (un mélange de sable siliceux, d'argile bentonite et d'humidité) est emballé autour d'un motif en bois ou en uréthane, le motif est retiré et de l'aluminium fondu (généralement entre 660 et 720 °C) est versé dans la cavité. Les temps de cycle sont lents par rapport au moulage sous pression, mais il n’y a pratiquement aucune limite de taille supérieure. L'usine GM Casting de Defiance, dans l'Ohio, coule des blocs moteurs en aluminium moulé au sable pesant plus de 40 kg chacun à l'aide de lignes de moulage automatisées de plaques d'allumettes, démontrant que le moulage au sable dépasse le cadre d'un usage amateur lorsqu'il est correctement usiné.
Pour les projets de fonderie de jardin, le sable vert est peu coûteux à mélanger et à réutiliser. Une configuration de base en flacon en deux parties peut produire d'excellents résultats avec des alliages tels que l'A356 ou le 319. La variable critique est la teneur en humidité : trop humide produit une porosité à la vapeur ; des effondrements trop secs. L'objectif est à peu près 2 à 4 % d'humidité en poids , facilement vérifié avec un test de pincement.
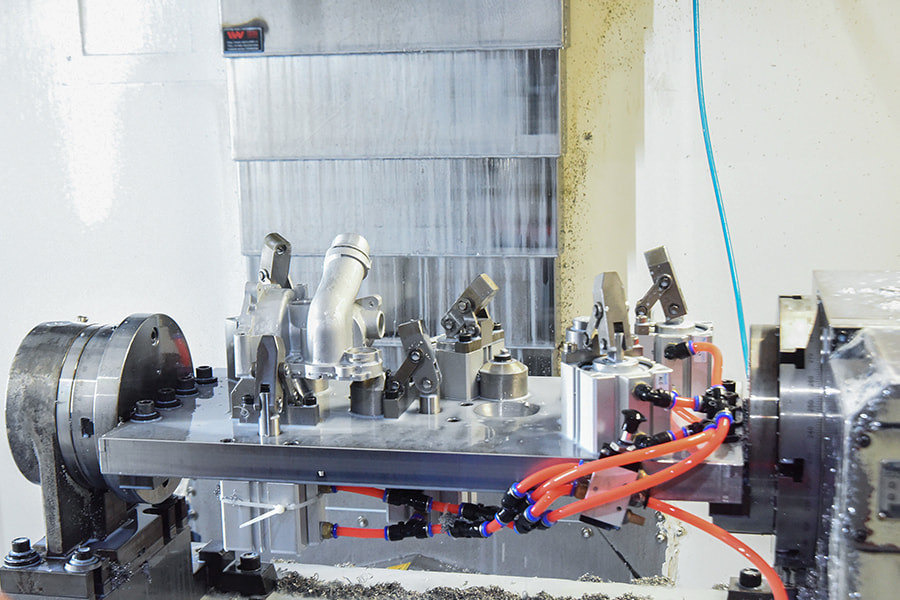
Coulée sous pression haute pression : volume, précision et parois fines
HPDC injecte de l'aluminium fondu dans une matrice en acier trempé à des pressions de 10 à 175 MPa , remplissant la cavité en millisecondes. Le processus est exceptionnellement rapide (des temps de cycle de 30 à 120 secondes sont courants pour les pièces de complexité moyenne) et produit des pièces de forme presque nette avec des épaisseurs de paroi aussi faibles que 0,8 mm dans des conceptions optimisées. Le secteur automobile est le principal utilisateur. Selon l'Association de l'aluminium, environ 75 % de toutes les pièces moulées en aluminium automobile sont produits via HPDC, y compris les carters de moteur, les carters de transmission et, de plus en plus, de gros composants structurels produits par des méga-machines de moulage (giga presses) avec des forces de serrage allant jusqu'à 9 000 tonnes, une technologie lancée par Tesla et maintenant adoptée par Toyota, Volvo et d'autres.
Le principal compromis du HPDC est la porosité : l'emprisonnement d'air lors d'un remplissage rapide crée des vides microscopiques qui peuvent compromettre l'intégrité structurelle et empêcher le traitement thermique. Le moulage sous pression sous vide (VADC) réduit considérablement ce phénomène, permettant un traitement thermique T6 et poussant la résistance à la traction au-dessus de 300 MPa, même avec des alliages de silicium secondaires.
Alliages de fonderie d'aluminium — Adaptation des matériaux aux exigences du projet
Tous les alliages d’aluminium ne se versent pas ou ne fonctionnent pas de la même manière. Les alliages d'aluminium coulés sont désignés par un système à quatre chiffres (par exemple, A380, A356, 319) qui indique leurs principaux éléments d'alliage et leur composition. Le choix de l'alliage affecte la fluidité, la résistance à la déchirure à chaud, la résistance mécanique, la résistance à la corrosion et l'usinabilité, qui varient toutes considérablement selon les familles d'alliages.
A380
A380 — Le cheval de bataille HPDC polyvalent
L'A380 (Al-Si8.5Cu3.5) représente plus de 85 % de toutes les pièces moulées sous pression en aluminium en Amérique du Nord, selon l’Aluminum Association. Sa teneur élevée en silicium (7,5 à 9,5 %) confère une excellente fluidité et un retrait minimal, tandis que les ajouts de cuivre poussent la résistance à la traction jusqu'à 317 MPa lors de la coulée. Ne convient pas à l'anodisation (la teneur en cuivre provoque des taches), mais supporte exceptionnellement bien le revêtement en poudre et la peinture. Utilisé pour les boîtiers électroniques, les supports automobiles, les boîtiers d'outils électriques et les collecteurs pneumatiques.
A356
A356 — L'alliage structurel et d'apparence
L'A356 (Al-Si7Mg0.3) est le choix standard pour les projets de sable et de moules permanents où un traitement thermique T6 est prévu. Après traitement en solution à 538°C et vieillissement artificiel à 154°C, l'A356-T6 offre une résistance à la traction de 262 MPa et limite d'élasticité de 186 MPa — nettement meilleure que les valeurs telles que moulées. Sa faible teneur en cuivre signifie qu'il s'anodise proprement, ce qui le rend populaire pour les pièces moulées architecturales, les luminaires, les roues de rechange et les boîtiers aérospatiaux. L'excellente soudabilité de l'alliage constitue un avantage secondaire pour les travaux de réparation ou de fabrication.
319
319 — Automobile et ingénierie générale
Le 319 (Al-Si6Cu3.5) est le choix traditionnel pour les composants de moteurs moulés au sable : culasses, collecteurs d'admission et carters de transmission. Sa teneur en cuivre lui confère une bonne résistance à des températures élevées, ce qui est important lorsque l'environnement de fonctionnement dépasse 150°C. Ford, GM et Chrysler utilisent des alliages de la famille 319 depuis des décennies dans les culasses de moteurs à tiges de poussée et à OHC. L'alliage s'usine proprement et accepte raisonnablement bien l'anodisation dure si la teneur en cuivre est contrôlée à l'extrémité inférieure des spécifications.
535
535 (Almag 35) — Projets marins et résistants à la corrosion
Pour les projets exposés à l'eau salée ou à des environnements très humides (matériel marin, éléments architecturaux côtiers, équipements de traitement chimique), le 535 (Al-Mg6.8) offre une résistance exceptionnelle à la corrosion, une bonne soudabilité et une finition brillante naturelle après anodisation. Sa plus faible teneur en silicium le rend plus difficile à couler (plus grande susceptibilité à la déchirure à chaud) et exige une conception soignée des portes et des températures de coulée contrôlées. La résistance à la traction telle que coulée est d'environ 240 MPa , comparable à l'A356-T6 sans nécessiter de traitement thermique.
Exemples concrets de projets de moulage d'aluminium dans tous les secteurs
L’étendue des projets de moulage d’aluminium en production active est plus large que la plupart des gens ne le pensent. Les exemples ci-dessous couvrent des contextes de produits amateurs, industriels, architecturaux et de consommation, chacun avec des données pertinentes sur les processus et les alliages.
01
Backyard Foundry : protège-couteau et traversin en aluminium moulé au sable
Un projet de moulage d'aluminium d'entrée de gamme populaire dans la communauté des fabricants implique des protège-couteaux, des protège-doigts et des renforts pour lames personnalisées en moulage au sable. Les pièces sont petites (généralement moins de 50 g), géométriquement simples et tolèrent la rugosité de surface typique du moulage au sable vert. Les pistons A356 ou de ferraille (souvent en alliage 4032) fonctionnent bien. La température de fusion doit être maintenue à 700-730°C pour assurer un remplissage complet sans absorption excessive de gaz. La finition avec du papier de verre humide et sec de grain 120 à 600 suivi d'un polissage permet d'obtenir un aspect proche d'un miroir sans traitement thermique après coulée.
02
Moulage d'aluminium architectural : chapeaux de colonnes, garde-corps et panneaux ornementaux
Les projets architecturaux de moulage d'aluminium ont une longue histoire : le capuchon en aluminium du Washington Monument, installé en 1884, reste l'une des premières utilisations enregistrées du moulage d'aluminium de précision. Les projets architecturaux modernes utilisent des moules permanents ou des moulages en sable avec des alliages A356 ou 535. Les applications typiques incluent les rampes d'escalier ornementales, les chapiteaux de colonnes décoratifs, les panneaux de façade de bâtiment et la quincaillerie de porte personnalisée. L'anodisation - en particulier l'anodisation à couche dure jusqu'à 25 à 50 µm - offre une protection contre la corrosion durable et nécessitant peu d'entretien qui peut être colorée pour correspondre aux spécifications de conception. Plusieurs fabricants de la région de la côte du Golfe fournissent des éléments architecturaux moulés en sable dans des délais de livraison de 4 à 8 semaines pour les modèles personnalisés .
03
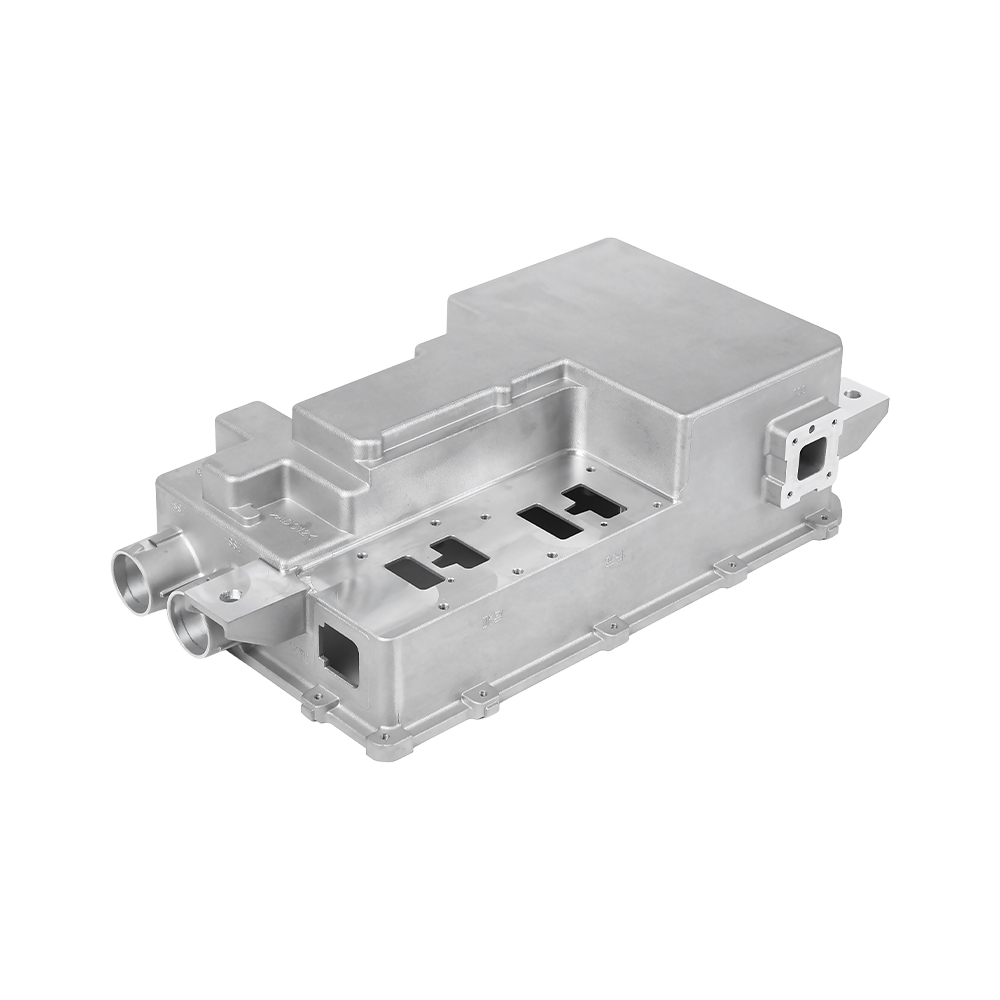
Automobile : blocs moteurs HPDC et pièces moulées structurelles
Les moteurs de voitures compactes modernes utilisent presque universellement des blocs en alliage d’aluminium. Le six cylindres en ligne BMW N52, introduit en 2004, utilise un bloc composite magnésium-aluminium avec une plaque d'assise en fonte d'aluminium et un carter dérivé de l'A380 - une conception qui a rasé 10 kg du moteur à bloc de fer précédent. Les structures contemporaines des plateaux de batterie pour véhicules électriques, telles que celles utilisées dans les plates-formes Rivian et Hyundai Ioniq, sont des pièces moulées en aluminium HPDC multi-cavités avec canaux de refroidissement intégrés, combinant jusqu'à sept pièces estampées et soudées préalablement séparées en une seule pièce moulée en forme de filet. Cette consolidation réduit le temps d'assemblage et améliore la rigidité structurelle avec une masse inférieure d'environ 30 % par rapport aux constructions en acier équivalentes.
04
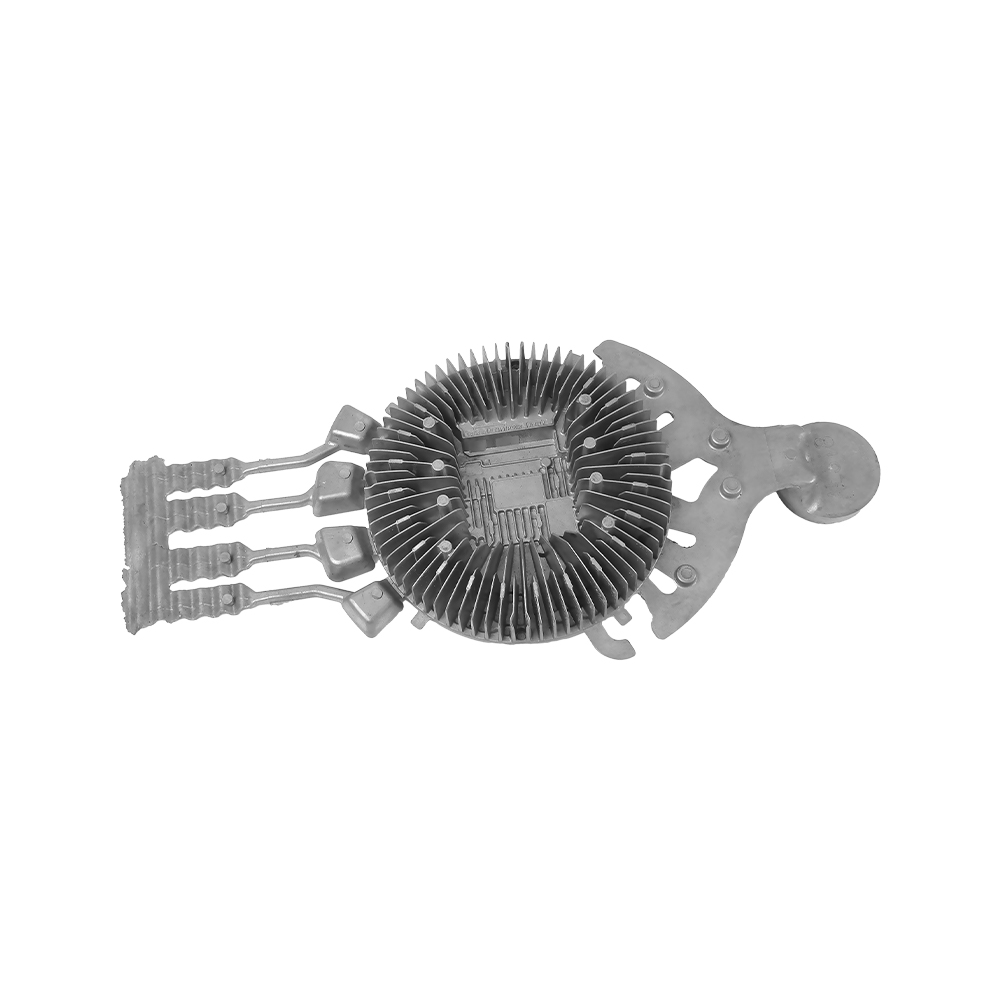
Boîtiers électroniques : gestion thermique par moulage
L'électronique de haute puissance (entraînements de moteur, onduleurs de puissance, amplificateurs de stations de base de télécommunications, pilotes de LED) utilise fréquemment du moulage d'aluminium pour les boîtiers, car le matériau sert à la fois de boîtier et de dissipateur thermique. Les boîtiers A380 HPDC avec ailettes intégrées atteignent des valeurs de résistance thermique de 0,5–1,5°C/W en convection naturelle, suffisante pour de nombreuses applications industrielles sans air pulsé. Pour les applications de blindage RF, une épaisseur de paroi de 3 à 5 mm dans l'A380 offre une atténuation efficace au-dessus de 500 MHz. Le moulage de précision est préférable lorsqu'une géométrie complexe de canal d'écoulement interne est nécessaire pour les plaques froides refroidies par liquide.
05
Aérospatiale : supports et boîtiers structurels moulés en investissement
Le moulage de précision avec les alliages A356 ou A357 est une pratique courante pour les supports de cellule, les boîtiers d'avionique et les collecteurs hydrauliques où la complexité géométrique et les tolérances serrées éliminent l'usinage comme option rentable. Les pièces moulées de précision en aluminium typiques utilisées dans les avions atteignent tolérances dimensionnelles de ±0,13 mm et des finitions de surface de 3,2 µm Ra sans usinage supplémentaire. Le processus permet des contre-dépouilles, des parois minces et des contours organiques que le moulage au sable ne peut pas produire de manière fiable. Des sociétés comme Precision Castparts et Hitchiner Manufacturing fournissent de tels moulages de précision en aluminium pour l'aérospatiale aux plates-formes Boeing, Airbus et Lockheed Martin.
06
Art et sculpture : projets de moulage d'aluminium en mousse perdue
Le moulage de mousse perdue est populaire parmi les sculpteurs et les artistes car la mousse EPS peut être façonnée, sculptée et assemblée sans aucun angle de dépouille ni boîte à noyau - la mousse est consommée par l'aluminium fondu pendant la coulée, laissant une réplique précise du modèle original. Les fonderies d'art communautaires de villes comme Chicago et Portland offrent un accès libre aux séances de coulée de mousse d'aluminium perdue. Le choix de l’alliage est moins critique pour les pièces purement décoratives ; Les ferrailles secondaires A380 ou 383 donnent des résultats adéquats avec une bonne fluidité. Les coulées utilisent généralement un 2 à 4 mm sprue and riser system par rapport au volume de la pièce pour assurer un remplissage complet des éléments sculpturaux fins.
Règles de conception qui préviennent les défauts dans les projets de moulage d'aluminium
La plupart des défauts de moulage de l'aluminium sont conçus et non fabriqués. Le respect des directives de conception pour la coulée (DFC) établies pendant la phase de CAO élimine la majorité des défauts de porosité, de fermeture à froid, de mauvais fonctionnement et de déchirure à chaud avant qu'un seul moule ne soit découpé. Les règles suivantes s'appliquent largement aux processus de sable, de moule permanent et de moulage sous pression, avec des ajustements spécifiques au processus notés.
Uniformité de l'épaisseur de paroi
Une épaisseur de paroi non uniforme crée des taux de refroidissement différentiels qui entraînent la porosité de retrait vers la dernière région à se solidifier. L'objectif de conception recommandé est une variation de l'épaisseur de paroi ne dépassant pas 2:1 entre sections adjacentes . Lorsque des bossages ou des brides lourds sont inévitables, le fait de retirer le matériau ou de mélanger les transitions avec des rayons généreux réduit le différentiel de masse thermique. Pour le HPDC, ciblez une épaisseur de paroi nominale de 2 à 4 mm pour la plupart des applications structurelles ; les parois supérieures à 6 mm commencent à accumuler de la porosité gazeuse à moins que le remplissage sous vide ne soit utilisé.
Congés et rayons à tous les coins internes
Les coins internes pointus concentrent les contraintes et créent des points chauds lors de la solidification. Un rayon de congé interne minimum de 1,5 × épaisseur de paroi est recommandé par les directives de conception de moulage d'aluminium d'ASM International. Même un rayon de 1 mm réduit considérablement les facteurs de concentration de contraintes par rapport à un coin vraiment pointu. Les coins extérieurs peuvent être plus vifs (rayon minimum de 0,5 mm) mais ne doivent jamais être complètement carrés en fonte d'aluminium.
Angles de dépouille pour le démoulage
Toutes les surfaces parallèles à la direction d’étirage du moule nécessitent des angles de dépouille. Les minimums standard sont 1 à 2° pour le moulage en sable, 1 à 3° pour le moule permanent et 0,5 à 1,5° pour le HPDC sur les surfaces externes (un peu plus sur les surfaces internes car la pièce moulée se rétracte sur les noyaux). Un tirage insuffisant entraîne une usure de la matrice, une rupture du noyau et des difficultés d'extraction qui finissent par endommager la pièce moulée. Les surfaces faisant face au moule ne doivent présenter aucune dépouille ; précisez clairement sur le dessin dans quelle direction se trouve le plan de joint.
Gating et Rising pour la solidification directionnelle
Une bonne conception de déclenchement alimente progressivement le métal liquide des sections minces aux sections épaisses, garantissant que les régions les plus lourdes restent connectées à un réservoir de liquide – la colonne montante – jusqu'à ce qu'elles soient complètement solidifiées. La règle de Chvorinov (temps de solidification proportionnel à (Volume/Surface)²) guide le dimensionnement des colonnes montantes : une colonne montante doit avoir un module au moins 1,2× celui de la section la plus lourde ça se nourrit. Les logiciels de simulation tels que MAGMASOFT, Flow-3D et ProCAST sont largement utilisés pour valider la conception des portes et des colonnes montantes avant de couper les outils de production, réduisant ainsi considérablement les coûts d'essais et d'erreurs.
Conception de filetage et d'insert en fonte d'aluminium
L'aluminium moulé est trop mou pour les filetages grossiers directs dans les applications de fixation fortement serrées. Les options incluent : (1) le moulage d'inserts filetés en acier ou en laiton — les produits Heli-Coil et E-Z Lok sont populaires pour les applications de modernisation ; (2) utiliser des filetages usinés après coulée avec au moins Longueur d'engagement du diamètre du filetage 1,5 × ; ou (3) spécifier l'installation d'un insert ultrasonique pour les conceptions adjacentes au thermoplastique. Les pièces HPDC peuvent incorporer des trous carottés d'un diamètre minimum de 2,0 mm avec une conception soignée de la matrice, réduisant ainsi les besoins de perçage après coulée.
Contrôle de la qualité de la fonte – L’étape que la plupart des débutants négligent dans le moulage de l’aluminium
La qualité de l’aluminium fondu au moment de la coulée détermine le plafond de qualité de la pièce moulée finie. Une pièce parfaitement conçue, coulée à partir d'un métal mal préparé, présentera toujours une porosité, des inclusions d'oxyde et des propriétés mécaniques réduites. Les opérateurs de fonderie expérimentés prennent la préparation de la matière fondue aussi sérieusement que la conception des moules.
Porosité à l'hydrogène : le défaut de fonderie d'aluminium le plus courant
L'aluminium dissout facilement l'hydrogène à l'état liquide — l'aluminium liquide à 750 °C peut contenir environ 0,65 cm³ pour 100 g de métal , contre seulement 0,034 cm³ pour 100 g à l'état solide (selon les données de l'Aluminum Association). Lorsque la masse fondue se solidifie, la grande majorité de cet hydrogène dissous est rejetée et forme des bulles microscopiques (porosité) tout au long de la coulée. Les principales sources d’hydrogène sont l’humidité atmosphérique, les déchets humides, les retours d’huile et le flux humide.
Le dégazage à l'azote sec ou à l'argon au travers d'une unité de dégazage rotative (procédé SNIF ou équivalent) réduit l'hydrogène dissous en dessous de 0,10 cm³ pour 100 g dans la pratique commerciale — bien en dessous du seuil de porosité visible dans la plupart des géométries de coulée. Les amateurs sans équipement de dégazage rotatif peuvent utiliser des comprimés d'hexachloroéthane (avec une ventilation appropriée - le processus génère du chlore gazeux) ou simplement minimiser l'exposition à l'humidité de la fonte en préchauffant tous les outils et en gardant les couvercles des fours fermés.
Inclusions d'oxydes et pratique du flux
L'aluminium s'oxyde instantanément lors de l'exposition à l'air, formant une peau d'alumine (Al₂O₃) fine mais persistante. Une coulée turbulente replie cette peau dans la masse fondue, créant des bifilms d'oxyde qui agissent comme des sites d'initiation de fissures dans la pièce coulée solidifiée. Le regretté professeur John Campbell de l'Université de Birmingham a passé des décennies à documenter comment les bifilms d'oxyde sont à l'origine de la plupart des dispersions des propriétés mécaniques des pièces moulées en aluminium - une variabilité de la résistance à la traction de 30 à 40 % dans des pièces moulées identiques remonte souvent à la distribution des bifilms.
Les contre-mesures pratiques comprennent : des poches à coulée inférieure au lieu de poches à lèvre supérieure, des filtres en mousse céramique dans le système d'injection (20 à 30 ppi pour l'aluminium), une hauteur de coulée réduite et une vitesse de coulée contrôlée, ainsi qu'une minimisation des turbulences à l'entrée du moule. Les ajouts de flux (des flux couvrants tels que des mélanges de chlorure de potassium/chlorure de sodium) protègent la surface fondue de l'oxydation atmosphérique entre les chaleurs et aident à coalescer les particules d'oxyde pour les écumer avant de les verser.
Contrôle de la température et surchauffe
La plupart des alliages de moulage d'aluminium ont des températures de liquidus comprises entre 555°C et 615°C . Le versement à une surchauffe excessive (plus de 80 à 100 °C au-dessus du liquidus) augmente l'absorption des gaz, la formation d'oxydes et l'érosion de la matrice dans le HPDC. Verser trop froid crée des erreurs de tirage et des arrêts à froid – des zones où la façade métallique se solidifie avant de remplir le moule. La température de coulée optimale pour la plupart des applications se situe entre 680°C et 740°C , la température du moule jouant également un rôle important : les moules permanents sont généralement préchauffés entre 200 et 350 °C pour l'aluminium.
Opérations post-coulée : traitement thermique, usinage et finition de surface
La plupart des projets de coulée d'aluminium nécessitent au moins quelques travaux post-coulée. Les opérations ci-dessous sont présentées dans l’ordre dans lequel elles seraient généralement effectuées en production.
Étape 1
Dégagement et élimination
Les pièces moulées en sable sont secouées hors du moule une fois solidifiées (généralement dans un délai de 5 à 30 minutes en fonction du poids de la pièce). Les lisses et les contremarches sont retirées par sciage, meulage ou cassage hydraulique. Les pièces HPDC sont découpées dans une matrice de découpe dédiée qui cisaille les flashs et les canaux en un seul coup de presse, avec des temps de cycle de 5 à 15 secondes par pièce. Les bavures de la ligne de séparation sur les pièces moulées en sable nécessitent généralement un meulage manuel pour se fondre au ras de la surface de la pièce moulée.
Étape 2
Traitement thermique (lorsque spécifié)
La désignation de trempe T6 (traitement thermique en solution suivi d'un vieillissement artificiel) est le traitement thermique le plus largement spécifié pour les pièces moulées en aluminium. Pour l'A356 :
- Traitement en solution : 538°C ± 6°C pendant 4 à 12 heures (en fonction de l'épaisseur de la section)
- Trempe : eau à 60–80 °C (la trempe à chaud minimise la distorsion des contraintes résiduelles)
- Âge : 154 °C ± 6 °C pendant 6 à 12 heures
Cette séquence dissout les précipités de Mg₂Si en solution, puis les reprécipite sous la forme d'une fine dispersion qui empêche le mouvement de dislocation, augmentant la limite d'élasticité d'environ 83 MPa (température F) à 186-207 MPa (température T6) .
Étape 3
Usinage CNC de surfaces critiques
Usinent exceptionnellement bien la fonte d'aluminium - la durée de vie de l'outil est généralement 10 à 20 fois plus longtemps lors de l'usinage de l'aluminium par rapport à l'acier dans des conditions de charge de copeaux équivalentes. L'usinage CNC à grande vitesse de la fonte d'aluminium utilise des outils en carbure, des vitesses de coupe de 300 à 600 m/min (pieds de surface par minute : 1 000 à 2 000) et un liquide de refroidissement par inondation ou une lubrification à quantité minimale (MQL). Les caractéristiques de référence usinées dans la pièce moulée (plaquettes, alésages et trous de positionnement) établissent le cadre de référence pour toutes les opérations d'usinage ultérieures. Pour les pièces HPDC à grand volume, les lignes de transfert dédiées avec des temps de cycle inférieurs à 60 secondes par pièce sont courantes dans les cellules de coulée automobile.
Étape 4
Options de finition de surface pour les pièces moulées en aluminium
La gamme d’options de finition pour les projets de moulage d’aluminium est large :
- Anodisation : Oxydation électrochimique qui produit une couche d'alumine dense de 5 à 25 µm (type II) ou de 25 à 100 µm (anodisation dure de type III). Offre une excellente résistance à la corrosion et à l’usure. Idéal avec les alliages A356 ou 535.
- Revêtement en poudre : Application électrostatique de poudre de polymère thermodurcissable, durcie à 160-200°C. Excellente résistance aux UV, large gamme de couleurs, économique pour les volumes moyens à élevés. Compatible avec tous les alliages de coulée.
- Revêtement de conversion au chromate : Le chromate trivalent (Alodine/Iridite) fournit une protection contre la corrosion et un primaire d'adhérence de peinture pour les applications aérospatiales et de défense. Conforme RoHS avec les formulations trivalentes.
- Grenaillage et ébavurage vibratoire : Finition mécanique qui élimine les bavures, améliore l'aspect de la surface et permet de créer des contraintes résiduelles de compression (variante shot peening) qui améliorent la tenue en fatigue jusqu'à 30 %.
- Placage autocatalytique au nickel : Dépose une couche uniforme de nickel-phosphore de 10 à 50 µm qui améliore considérablement la dureté (500 à 700 HV après traitement thermique) et la résistance à l'usure, utilisée pour les moules, les bagues et les surfaces coulissantes.
Structure des coûts des projets de moulage d'aluminium - Qu'est-ce qui détermine le prix
Comprendre les facteurs de coûts aide les ingénieurs de projet à prendre de meilleures décisions en matière de sélection de processus et donne aux équipes d'approvisionnement un cadre pour évaluer les devis des fournisseurs de moulage.
Dépannage des défauts courants de fonderie d’aluminium
Même les opérateurs de fonderie expérimentés sont confrontés à des défauts. Le tableau ci-dessous présente les défauts de fonderie d'aluminium les plus courants, leurs causes profondes et les actions correctives.
| Défaut | Apparence | Cause principale | Action Corrective |
|---|---|---|---|
| Porosité du gaz | Vides ronds, parois lisses, répartition aléatoire | Hydrogène dissous dans la masse fondue | Degas fond; sécher tous les outils et rebuts ; réduire la surchauffe |
| Porosité de retrait | Vides irréguliers, murs rugueux, sections lourdes | Alimentation/levage inadéquats | Augmenter la taille de la colonne montante ; ajoutez des frissons aux sections lourdes; refonte pour un mur uniforme |
| Arrêt à froid | Couture linéaire en surface, interface faible | Deux façades métalliques qui ont refroidi avant de se rencontrer | Augmenter la température de coulée ; améliorer le gate pour fusionner les flux plus tôt |
| Déchirure à chaud | Fissure irrégulière au niveau du congé ou du changement de section | Stress thermique lors d'une solidification tardive | Augmenter les rayons du congé ; ajouter de la flexibilité aux cœurs ; préchauffer le moule |
| Inclusions d'oxyde | Stries ou films sombres visibles sur la section usinée | Coulée turbulente, peaux d'oxyde pliées | Réduisez la hauteur de coulée ; utilisez un filtre en mousse céramique ; éviter de refondre les scories |
| Erreur de gestion | Remplissage incomplet, bords incomplets arrondis | Métal trop froid, section fine, mauvaise ventilation | Augmentez la température de coulée ; épaissir les parois minces ; ajouter des évents au moule |
Moulage d'aluminium durable — Recyclage, énergie et économie circulaire
L'aluminium est le métal de construction le plus recyclable d'usage courant, et cette propriété change fondamentalement le calcul de la durabilité des projets de moulage d'aluminium par rapport aux alternatives en acier ou en zinc. Le recyclage de l'aluminium nécessite seulement 5 % de l’énergie nécessaire à la production d’aluminium primaire à partir du minerai de bauxite — environ 2 à 3 kWh/kg pour la production secondaire contre 45 à 55 kWh/kg pour la production primaire (données de l'Institut international de l'aluminium, 2023). La différence en matière d'empreinte carbone est tout aussi spectaculaire : l'aluminium secondaire génère environ 0,5 à 1,0 kg de CO₂ par kg de métal, contre 8 à 12 kg de CO₂ par kg pour la première fusion au charbon.
Fini 75 % de tout l’aluminium jamais produit est encore utilisé aujourd’hui , selon l'Association de l'aluminium. Le secteur automobile présente le taux de recyclage de l'aluminium le plus élevé de toutes les utilisations finales : les véhicules en fin de vie constituent une source dense et séparée de déchets d'alliages de coulée propres qui retournent dans la production secondaire d'alliages HPDC avec une dégradation minimale de la qualité. Cette efficacité en boucle fermée est l’une des raisons pour lesquelles les constructeurs automobiles citent le moulage d’aluminium comme un choix de conception favorable à la durabilité, même sur les plates-formes de véhicules à forte intensité énergétique.
Pour les opérations de fonderie, la récupération d'énergie des gaz d'échappement des fours, la surveillance en temps réel de la chimie de fusion pour minimiser les cycles de refusion et les revêtements de four en fibre céramique qui réduisent les pertes de chaleur de 15 à 25 % par rapport aux conceptions réfractaires plus anciennes contribuent tous à réduire l'empreinte environnementale dans les installations modernes de coulée d'aluminium. Plusieurs fonderies européennes, dont Rheinfelden Alloys et Novelis, se sont engagées à lancer des opérations de moulage d'aluminium neutres en carbone d'ici 2030 grâce à une combinaison d'approvisionnement en énergies renouvelables et de programmes de compensation.
Tendances émergentes dans le domaine du moulage d'aluminium : ce qui change l'industrie
L’industrie de la fonderie d’aluminium connaît des changements techniques importants entraînés par l’électrification, la fabrication numérique et le développement de nouveaux alliages. Comprendre ces tendances est pertinent pour quiconque planifie des programmes de coulée d’aluminium sur plusieurs années.
Méga-Casting et Intégration Structurelle
L'utilisation par Tesla de presses giga de 6 000 et 9 000 tonnes pour couler des sections entières du soubassement arrière de véhicules électriques en un seul moulage sous pression en aluminium – remplaçant 70 à 100 pièces individuelles estampées et soudées – a suscité un intérêt considérable dans l'industrie automobile. Toyota, Volvo, General Motors et plusieurs constructeurs chinois ont annoncé des programmes similaires. Les pièces moulées utilisent un moulage sous pression sous vide poussé avec des alliages Al-Si-Mg spécialement développés pour le méga-moulage structurel, atteignant des allongements supérieurs à 10 % et des résistances à la traction supérieures à 250 MPa lors de la coulée, sans traitement thermique. Cette évolution modifie fondamentalement l’économie de la fabrication de structures de carrosserie à des volumes supérieurs à 100 000 unités par an.
Moules et noyaux de sable imprimés en 3D
L'impression par jet de liant de moules en sable de silice (à l'aide de systèmes ExOne/Desktop Metal, Voxeljet et Viridis3D) a supprimé l'étape de création de motifs du moulage au sable, permettant ainsi la production d'une seule pièce de pièces moulées en aluminium complexes avec des passages internes géométriquement impossibles à noyauter avec les méthodes conventionnelles. Le délai de livraison entre le fichier CAO et la première pièce coulée est désormais fixé 3 à 5 jours ouvrables avec des moules en sable imprimés, contre 4 à 8 semaines pour un modèle et un outillage conventionnels. Ford, John Deere et plusieurs entreprises aérospatiales utilisent des moules en sable imprimés pour les prototypes et les pièces moulées en aluminium produites en faible volume, avec des coûts de pièces compétitifs par rapport aux alternatives usinées pour les géométries complexes.
Surveillance des processus en temps réel et contrôle qualité de l'IA
Les réseaux de capteurs intégrés aux machines de moulage sous pression capturent désormais les profils de pression de tir, les températures de surface des matrices et les données de vitesse du métal avec une résolution de l'ordre de la milliseconde. Les modèles d'apprentissage automatique formés sur les données historiques de défauts peuvent prédire la porosité de retrait et la probabilité de fermeture à froid à partir des signatures de profil de prise avant que la pièce ne soit retirée de la matrice, permettant ainsi le rejet automatique des prises de vue hors spécifications sans inspection aux rayons X. Rapport de plusieurs fournisseurs de fonderie automobile de niveau 1 réductions du taux de rebut de 30 à 50 % après avoir déployé de tels systèmes de surveillance en temps réel, ce qui se traduit directement par une réduction des coûts et de meilleurs indicateurs de durabilité.
Développement d’alliages pour la gestion thermique des véhicules électriques
Les plaques de refroidissement des batteries EV nécessitent des alliages de moulage d'aluminium présentant une conductivité thermique élevée, une excellente étanchéité à la pression (pas de porosité) et la capacité de former des joints brasés. La norme A380 a une conductivité thermique d'environ 96 W/m·K — adéquat mais pas optimal. De nouveaux alliages de la famille Al-Si-Mg à teneur contrôlée en fer et en cuivre sont développés par des sociétés telles que Novelis, Constellium et Impol pour atteindre une conductivité supérieure à 160 W/m·K à l'état brut de coulée, permettant ainsi des systèmes de batteries refroidis par liquide plus compacts et plus efficaces. Il s’agit d’un domaine actif de recherche sur les alliages avec plusieurs brevets déposés entre 2022 et 2024.
Foire aux questions sur les projets de moulage d'aluminium
Quel est le meilleur alliage d’aluminium pour un premier projet de fonderie ?
Pour les débutants utilisant un four de jardin et des moules en sable vert, des pistons recyclés (généralement en alliage 4032 ou 2618) ou un lingot A356 propre sont tous deux d'excellents points de départ. Les deux ont une bonne fluidité à des températures de coulée typiques de 700 à 730°C, et aucun des deux ne contient d'ajouts d'alliage significativement toxiques. L'A356 pardonne légèrement plus l'humidité du sable car sa teneur en silicium améliore la fluidité même à des températures plus basses. Évitez les déchets inconnus provenant de l'électronique ou des pièces revêtues : les contaminants provenant de la soudure, du zinc moulé sous pression ou du placage peuvent produire des fumées toxiques et une mauvaise qualité de coulée.
Comment puis-je prévenir la porosité de mes pièces moulées en aluminium ?
La porosité a deux causes profondes : l'hydrogène dissous (porosité du gaz) et une alimentation inadéquate du retrait (porosité de retrait). Pour remédier à la porosité du gaz, gardez tous les matériaux du moule et le métal au sec, utilisez un flux de recouvrement et dégazez la masse fondue avant de la couler. Pour remédier à la porosité de retrait, assurez-vous que votre colonne montante est suffisamment grande pour rester liquide une fois la pièce coulée solidifiée — le module de la colonne montante doit dépasser le module de la section de coulée la plus lourde d'au moins 20 %. Les refroidisseurs placés à côté des sections lourdes contribuent également à accélérer la solidification locale pour réduire la demande de retrait.
Quelle est l’épaisseur de paroi minimale réalisable dans la coulée d’aluminium ?
L'épaisseur minimale de la paroi dépend du processus de coulée. Le moulage sous pression à haute pression permet d'obtenir les parois les plus fines, aussi basses que 0,8 mm dans des conceptions de matrices optimisées avec injection de métal à haute vitesse. Le moulage de précision atteint de manière fiable 1,0 à 1,5 mm. Le moulage dans un moule permanent (gravité) gère des poignées d'un minimum de 2 à 3 mm. Le moulage au sable nécessite généralement des parois minimales de 3 à 5 mm pour un remplissage fiable, bien que des opérateurs de fonderie qualifiés aient atteint 2 mm dans des pièces plus petites avec des alliages de silicium à haute fluidité et des moules bien fermés.
La fonte d’aluminium peut-elle être soudée ?
Oui, de nombreux alliages de fonderie d’aluminium peuvent être soudés, mais le processus nécessite des précautions. Les alliages A356 et 535 sont les alliages de coulée courants les plus soudables. Le soudage à l'arc sous gaz tungstène (GTAW/TIG) avec du fil d'apport 4043 ou 5356 est une pratique courante. Les pièces HPDC contenant de l'A380 sont généralement considérées comme non soudables dans les applications structurelles en raison de la teneur en cuivre et de la porosité du gaz libéré lors du soudage. Si vous soudez de la fonte d'aluminium, préchauffez la zone à 150-200°C pour réduire les fissures dues aux chocs thermiques, et un soulagement des contraintes après soudage à 175°C pendant 2-4 heures est recommandé pour les joints structurels en A356.
Combien de temps faut-il pour fabriquer des pièces moulées en aluminium ?
Les délais de livraison varient énormément selon le processus et l'emplacement du fournisseur. Pour les moulages en sable imprimés en 3D (quantités prototypes), les délais de livraison du premier article sont de 3 à 10 jours ouvrables sont réalisables auprès de fournisseurs établis. Moulage au sable conventionnel avec un nouveau modèle : 4 à 8 semaines pour la fabrication du modèle plus 1 à 2 semaines pour le moulage. HPDC avec de nouveaux outillages : 10 à 20 semaines pour la fabrication des matrices, puis quantités de production en 2 à 4 semaines. Fonderie de précision : 8 à 16 semaines pour l'outillage, 3 à 6 semaines pour la production. Des programmes d'outillage accélérés et plus coûteux peuvent réduire ces délais de 30 à 50 % auprès de fournisseurs haut de gamme.
Quelle est la différence entre l’aluminium moulé sous pression et l’aluminium coulé au sable ?
Le moulage au sable utilise des moules en sable consommables qui sont détruits pour libérer la pièce, ce qui permet une géométrie complexe et des pièces de très grande taille, mais avec une finition de surface inférieure, des tolérances plus larges et des temps de cycle plus lents. Le moulage sous pression utilise des moules (matrices) en acier trempé permanent et injecte du métal sous haute pression — obtenant un excellent état de surface (1 à 2 µm Ra), des tolérances serrées (± 0,05 à 0,15 mm) et des cadences de production très élevées (30 à 120 secondes de cycles), mais avec des coûts d'outillage élevés et des exigences de quantité minimales qui le rendent peu rentable en dessous d'environ 10 000 pièces. Le moulage au sable est préférable pour les prototypes, les grandes pièces et les faibles volumes ; Le moulage sous pression excelle dans la production en grand volume de composants de petite et moyenne précision.
La fonte d’aluminium est-elle respectueuse de l’environnement ?
Le moulage d'aluminium utilisant un alliage secondaire (recyclé) fait partie des procédés de travail des métaux les plus respectueux de l'environnement disponibles. L'aluminium secondaire ne nécessite que 5 % de l'énergie nécessaire à la production d'aluminium primaire et génère une fraction des émissions de CO₂. La haute recyclabilité de l’aluminium – avec des taux de recyclage supérieurs à 90 % dans le secteur automobile – et le flux de matériaux en boucle fermée dans de nombreuses opérations de fonderie le rendent nettement plus écologique que les processus utilisant des métaux primaires. Les principales préoccupations environnementales concernent les émissions de fluorure liées à l'utilisation du flux (contrôlées par des épurateurs humides dans les fonderies modernes) et à la gestion des liquides de refroidissement lors des opérations d'usinage.
Puis-je anodiser des pièces en aluminium moulé sous pression ?
Les alliages HPDC standard comme l'A380 (qui contient 3 à 4 % de cuivre) ne s'anodisent pas pour obtenir une finition de qualité constante : la teneur en cuivre provoque des taches brunes ou noires dans la couche anodique. Pour les surfaces d'aspect anodisé sur de l'aluminium moulé sous pression, spécifiez un alliage à faible teneur en cuivre tel que l'A360 (cuivre inférieur à 0,6 %) ou un alliage cosmétique spécial de moulage sous pression. Les alliages A356 et 535 s'anodisent proprement et prennent les colorants de manière uniforme. Si le moulage sous pression est requis et qu'une anodisation est spécifiée, travaillez avec votre fournisseur de moulage pour sélectionner un alliage à faible teneur en cuivre approprié pendant la phase de conception plutôt que de découvrir l'incompatibilité après la construction de l'outillage.
